Full five-axis capability is one of the benefits of a turn-mill machine with a B axis.
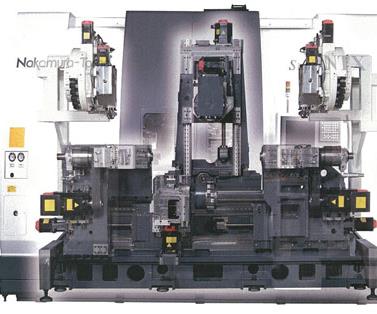
Turn-mill machines come in many configurations. This one has twin spindles, a single lower turret, a rotating milling head and two ATCs.
This human backbone implant is produced from solid titanium, so machine rigidity and spindle torque are important. Angular cuts and small features complicate the challenge of done-in-one processing. This part is about 1 inch wide.
This custom cam actuator, about 2 inches long and 1.5 inches in diameter, exhibits profile features geometrically toleranced to a zero reference point on the part. It was produced from a solid bar of 4140 steel.
As a former shop owner, Mr. Parenteau recognizes the importance of studying critical machine parameters carefully.
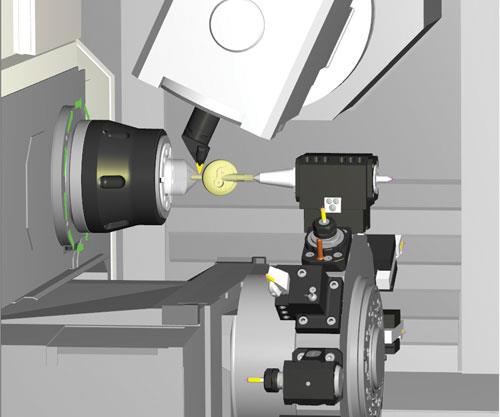
The arrangement of the ATCs on either side of the center column is visible in this phantom cut-away.
The five-axis contouring on this aluminum impeller used in aircraft ventilation systems shows the flexibility of a B axis. Because the machine is turning on the centerline and milling the vanes in one clamping, total runout of the profile to the center is minimized for higher accuracy. The impeller is 1.785 inches in diameter.
Precise simulation enables the programmer to detect and correct possible collisions.
This 3.5-inch long butterfly valve was machined from a solid, 2-inch aluminum bar. Simultaneous five-axis machining made it possible to produce the pockets on the circular valve body.
HEIDENHAIN is a world-leading provider of encoders, machine controls, touch probes, digital readouts and metrology solutions—empowering engineer...READ MORE
Mikron Machining is the leading partner for high performance machining systems to manufacture complex and precise metal components in high volumes....READ MORE
Since 1965 we have been manufacturing precision metal products in the United States. We are a veteran-founded, woman-led business dedicated to mak...READ MORE
This 3.5-inch long butterfly valve was machined from a solid, 2-inch aluminum bar. Simultaneous five-axis machining made it possible to produce the pockets on the circular valve body.
Turn-mill machines are available in a variety of sizes, configurations and capabilities. Determining the right machine for the application can be confusing. Certain features lend themselves to certain production strategies, for example, so the user has to know what to look for and understand the trade-offs involved in favoring one machine configuration over another.
These points came up when Rich Parenteau took an afternoon to tell me about the design philosophy behind the Nakamura Tome Super NTMX. This is a turn-mill machine with a distinctive B-axis configuration and some unusual features, such as two ATCs. Mr. Parenteau is the director of applications development at Methods Machine Tools, Inc. (Sudbury, Massachusetts), the exclusive North American importer of the Nakamura Tome turn-mills and multi-spindle lathes. At one time in his career, Mr. Parenteau managed his own shop, so he understands the pros and cons of various machine tool designs. Making sure a certain type of machine matches a customer’s needs is his specialty. Being aware of how disastrous bad fits can be makes him very careful that the buyer is getting the right machine.
Straight away, Mr. Parenteau explains that the Super NTMX is best for shops that not only produce complex parts in low volumes, but also need both the efficiency and the accuracy of completing such parts in one setup. Why this particular model, in his view, is ideal for applications such as these sheds light on competing design considerations embodied in different turn-mill offerings. For example, the B-axis milling head is designed for accurate, rigid machining of contours in five axes. Likewise, the presence of two ATCs makes it possible to keep a large number of standard milling tools available for fast part changeovers. Identical, facing spindles and a lower tool turret on its own X-axis guideways provide the machine’s turning capability.
Just What Is the B Axis?
To understand where this type of machine lies on the spectrum of turn-mill varieties, the natural place to start is with the B axis, Mr. Parenteau says. “A good definition of what the B axis is and does clears up some initial confusion because this name is not always given to the same machine motion on all turn-mill machines,” he explains. In this case, the B axis is the rotation of the milling head. This enables the milling head to work on the side or end of a workpiece gripped in either spindle from any angle.
On some turn-mill machines, the linear motion that enables a second or subspindle to approach the main spindle for a workpiece pick-off is referred to as a B axis. Mr. Parenteau believes that this naming convention precedes the development of B-axis milling heads. The lack of strict standardization in this terminology causes confusion about machining capability on turn-mills to linger, he says.
It is also important to note that the NTMX’s B-axis milling head is built into a column that provides up-down and in-out motion, or so it appears from the persepctive of an operator standing in front of the machine. The up-down motion is the X axis, of course, and the in-out motion is the Y. The milling Y-axis stroke on this machine is 8 inches (200 mm). The Z-axis stroke of the tool spindle is 51 inches (1,300 mm). These axes can move simultaneously with the rotational B and C (C being programmable rotation of the turning spindles), for five-axis contour machining.
“For complex parts with critical contours, this five-axis capability is essential,” Mr. Parenteau contends. Medical parts designed to match unique anatomical features are good examples of the complex parts this kind of machine makes very well. Five-axis capability also enables the machine to produce complex blade shapes often encountered in aerospace work. In addition, 3+2 positioning is an option when working with a short, rigid tool is advantageous, or when tipping a locked tool enables it to achieve optimal metal removal.
Another benefit of this configuration, Mr. Parenteau points out, is the simpler, more familiar visualization of machining operations for the operator. “For milling work, the NTMX looks and works very much like a VMC. This makes it less intimidating for the user moving into turn-mill capability,” he says. He points out that turning operations are also straightforward because the lower turret and turning spindles operate like a basic, single-spindle lathe. Even here, the turret’s Y axis creates flexibility for additional milling operations with live tooling if needed.
Most importantly, five-axis milling capability ensures that complex parts can be completed on the machine in one setup. “This is the whole point of the turn-mill concept,” Mr. Parenteau explains. Done-in-one processing avoids the inherent risk of inaccuracies from refixturing a part in another machine. Done-on-one also streamlines workflow and scheduling.
Making the Grade as a B Student
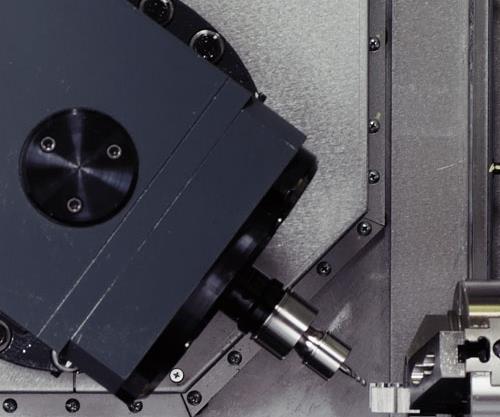
In the study of the B axis-type turn-mill machine, Mr. Parenteau emphasizes that anyone evaluating such a machine should pay particularly close attention to the distance between the face of the milling spindle and its point of rotation. A compact design minimizes this distance.
Mr. Parenteau gives several reasons why this is a critical parameter. For one, keeping this distance short means that the tip of the cutting tool travels in a shorter arc to reach the desired angle. This reduces the effect of runout in the tool/toolholder assembly. Likewise, it preserves the rigidity of the cutting tool by minimizing overall tool length from its pivot point. Mainly, however, keeping the tool tip close to the center of rotation increases profile milling accuracy.
For another, the length of the milling head determines machining capacity during end-working operations on the face of a part in the turning spindle. “When the milling head takes a position between the opposing workpiece spindles, you have to subtract its length from the full distance between the spindles. That gives the maximum length of the part the machine can handle,” Mr. Parenteau figures. As he points out, the only way to increase capacity is to lengthen the bed of the machine.
Lastly, the length of the milling head can create clearance issues with a long or oversized tool in the lower turret. A compact milling head keeps these to a minimum.
Although not directly related to its dimension, the presence of a B-axis milling head means that, at least in the case of the NTMX, only a single turret is available for any special tools that cannot be accommodated in the ATCs. Examples might be angle heads, oddly shaped ID tools or other items that project from the turret. To avoid limiting the use of these tools, this model is designed with clearance pockets that extend behind the turning spindles to create extra room for them.
Being Logical about ATCs
This discussion of tooling raises the next important topic—ATCs on a B-axis turn-mill machine. Mr. Parenteau says he does not know of any other machine in this class that has two ATCs. Each changer has 24 tooling stations. These ATCs are located on either side of the machine; both are accessible through doors at the front of the machine. According to Mr. Parenteau, incorporating two ATCs is a rational response to the shortcomings of using multiple turrets to process complex, low-volume parts. The value of multiple turrets lies with other applications.
For example, multiple turrets open up numerous possibilities for having several tools in the cut at one time. This strategy is outstanding for long-running parts that must be produced as quickly as possible. The effort to optimize and synchronize program moves is clearly justified here. Acquiring special live tooling for the turrets also makes sense in this strategy.
However, for complex, low-volume parts, B-axis milling and ATCs have an efficiency and economy advantage, Mr. Parenteau says. The main considerations he identifies for this application are quick change-over from part to part and use of conventional milling tools and toolholders. The strategy for quick change-over involves making use of the ample tooling positions provided by the ATCs. Because a variety of cutting tool types can be left in the ATCs, it is possible to change from workpiece to workpiece with few or no cutting tool replacements. If tools do need to be swapped out, it is easy to access the ATC.
The ATCs accept standard HSK or Cat 40-taper toolholders as well as quick-change interfaces such as Kennametal’s K-M and Sandvik’s Capto.The latter is a popular choice, Mr. Parenteau says, because the tapered, polygon-lobed interface provides very accurate and secure radial position of the tool for possible turning operations. Because these tooling items are standard, off-the-shelf components, they are considerably less expensive than live tooling blocks for turrets.
The difference becomes especially pronounced when the turrets require heads for cross drilling, face drilling, milling at angles or other special needs. Form tools or other customized tooling for turrets are also costly, Mr. Parenteau says. Finally, he notes that the B-axis milling spindle generally offers more speed and torque than live tooling can deliver from a turret. This is a major advantage when working with tough alloys in aerospace or medical parts.
However, Mr. Parenteau emphasizes that throughput, not seconds of cycle time, is the top priority for getting the most from a B-axis turn-mill machine. This mindset carries over to other considerations for acquiring a twin-ATC, B-axis machine.
Considering the B-Axis Investment
The high throughput that a B-axis machine with two ATCs brings to low-volume, complex parts has to be kept in mind when evaluating these machines, Mr. Parenteau says. “The B-axis machine is likely to have a higher initial cost than other types of comparably sized turn-mill machines, but its flexibility and cost-savings in tooling can make it a greater value,” he says. Cost per part has to be weighed carefully against the price of the machine.
The learning curve for the NTMX may also be lower because operators are likely to find it easier to accept and understand. “The more operators a shop has who are comfortable with a B-axis machine, the less often it will be idle for lack of qualified personnel to run it,” Mr. Parenteau notes. Scheduling is more manageable.
CAM programming for the B-axis turn-mill machine is also something on which Mr. Parenteau has strong views. He notes that successfully processing complex parts in low volumes requires part programs that are both efficient and safe. This means programmers must be able to optimize machining steps and perform reliable collision detection and avoidance. According to Mr. Parenteau, the safest way to error-check a part program is to run a simulation using an exact 3D model of the machine tool and the postprocessed G code that will be sent to the CNC. “To be sure that the user always has a choice of programming software with this capability, Methods Machine offers CAMplete Turn/Mill, which is a system specifically designed for Nakamura Tome turn-mill machines,” Mr. Parenteau says. This software avoids any discrepancies in the machine model or the CAM-generated toolpath data that can cause problems on the shop floor. He also recommends this software because it has utilities that help the programmer manipulate programming steps to optimize machine performance.
B(e) Imaginative
Mr. Parenteau’s final advice about the B-axis turn-mill machine is to be imaginative. Parts with angular features, contoured surfaces, features off the centerline, and tight geometric-positioning tolerances are good candidates for a B-axis turn-mill. Part families or just-in-time/on-demand requirements also favor this type of machine. “It’s important to remember that processing parts on this type of machine requires no special fixtures. That’s something the planner doesn’t have to think about with the done-in-one concept,” he says.
However, identifying a part feature that will serve as the pick-off surface for transferring to the second spindle also takes imagination and insight. Looking past the obvious is a useful skill here. Creating a surface for this purpose should be considered. Suggesting such design changes to make a part manufacturable on a B-axis turn-mill can be a valuable service to customers, too.
Shops have never had a greater variety of turn-mill and multitasking machines to choose from than they do today. It should be no surprise that a turn-mill suitable for complex parts in low volumes is among them. That machine is likely to have B-axis capability as a prominent feature.
A new production process for the multimetal drawbar replaces an outsourced plating step with directed energy deposition, performing this DED along with roughing, finishing and grinding on a single machine.
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.