
Tungaloy Grooving Toolholders Provide Highly Stable Machining
TungHeavyGroove includes an enhanced insert clamping design for maximum tool rigidity.

Share












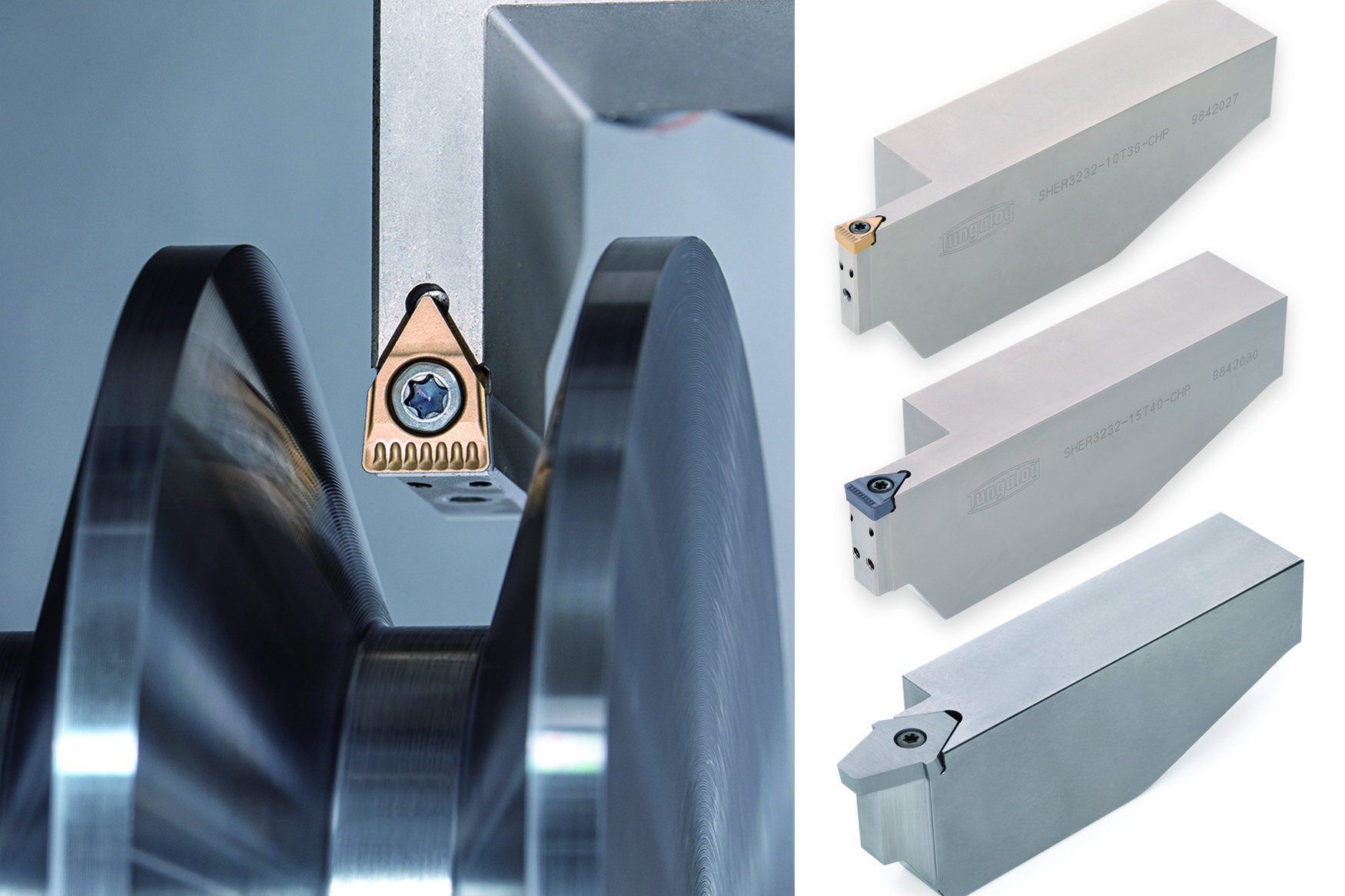
Tungaloy-NTK America Inc.’s TungHeavyGroove grooving inserts and toolholders are designed for heavy-duty and wide-profile grooving applications. TungHeavyGroove introduces an enhanced insert clamping design for maximum tool rigidity. It includes inserts in widths of 10, 15, 20 and 25 mm.
New SHER-CHP toolholders incorporate durable features that enhance the tool reliability. The toolholder supports the insert underneath its cutting edge, contrary to the conventional toolholders, which offer no support directly under the cutting edge. This provides the insert with extra security in sustaining heavy cutting loads during machining. The toolholders feature a reinforced design offers multiple contact faces, maximizing contact with the machine turret or tool post and resulting in significantly higher stability and rigidity compared to conventional toolholders, the company says.



The new TungHeavyGroove toolholders utilize a frontal coolant system, delivering high-pressure cutting fluid from the bottom to the flank face of the cutting edge. This design enhances chip evacuation and extends insert tool life significantly. Furthermore, an extremely rigid dovetail insert clamping method sustains heavy cutting loads during aggressive wide grooving and profile grooving, while providing process security.
Ten new inserts are introduced in total, including two geometries. HGM grooving inserts incorporate a pressed-in chip former and are available in versatile AH8015 grade or T9215 grade optimized for high speed machining of steel. HBL inserts are available as blanks so that users can tailor them into customer-specific groove forms of up to 6.6 mm (0.260″) depth of cut. HBL is made from TH10 uncoated carbide grade.
16 new square shank toolholders are introduced in both metric and imperial sizes with shank heights and widths of 25 × 25, 32 × 32, and 40 × 40 mm for metric sizes and 1″ × 1″, 1 ¼″ × 1 ¼″, and 1 ½″ × 1 ½″ for imperial sizes.
Related Content
-
Simulation and Tooling Secure High-Value Work
Simulation software and careful attention to tooling parameters have enabled Major Tool to take on ambitious projects with its complex machinery.
-
How to Mitigate Chatter to Boost Machining Rates
There are usually better solutions to chatter than just reducing the feed rate. Through vibration analysis, the chatter problem can be solved, enabling much higher metal removal rates, better quality and longer tool life.
-
Five Common Mistakes Shops Make with ER Collets (And How to Prevent Them)
Collets play a crucial role in the machining process, so proper tool assembly and maintenance is important. Here are five potential pitfalls to avoid when using ER collets.








