
Skidded Probes For Roughness Measurement
ANSI and ISO standards include many different parameters for measuring surface finish. While these parameters are useful in many applications to ensure or enhance functionality, Ra, or average roughness, is by far the most common measure of surface finish. It is included in most specs, and it is both a good starting point and a basic benchmark of process consistency.


George Schuetz
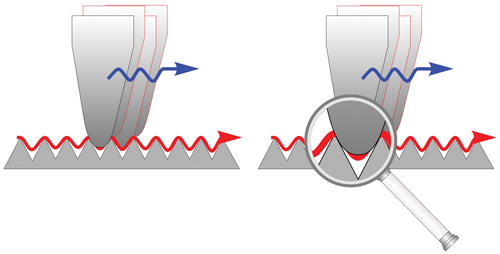
FIG 1. Exaggerated view of a measurement probe with a small skid radius measuring over a roughness standard with larger peak spacing. If the stylus radius falls in between the peaks, mechanical filtering of the roughness values will occur and yield measurements reading less than the actual measurement values.
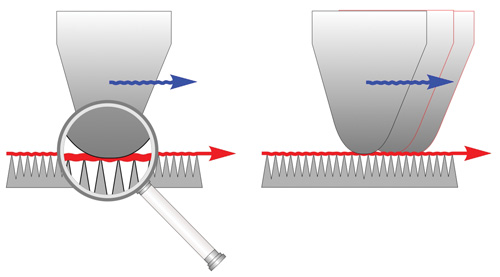
FIG 2. For measurement accuracy, the ideal situation is to have the skid on the measurement probe sit atop the peaks on the surface of the part. This will ensure that no mechanical filtering of the measurement results occurs.
Share








Hwacheon Machinery America, Inc.
Featured Content
View More





Takumi USA
Featured Content
View More

















Read Next

Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More