
Lightweighting with Lattices
Instead of building components as a solid, building them as a network of unit cells may improve material utilization and performance.

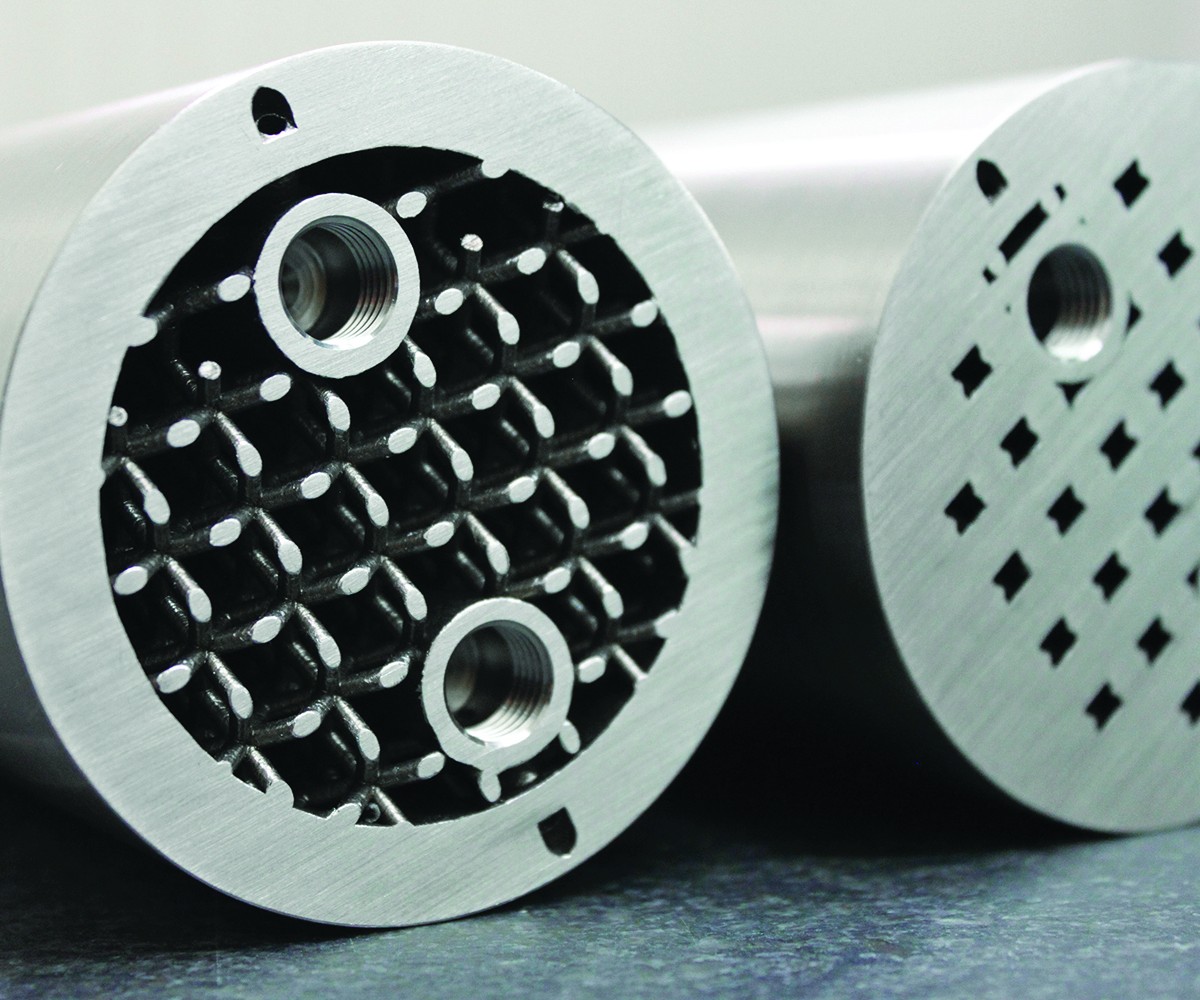
Fig. 1. Building this oil and gas component additively using lattice structures reduced its weight by 40 percent. Image provided by Imperial Machine and Tool Co.
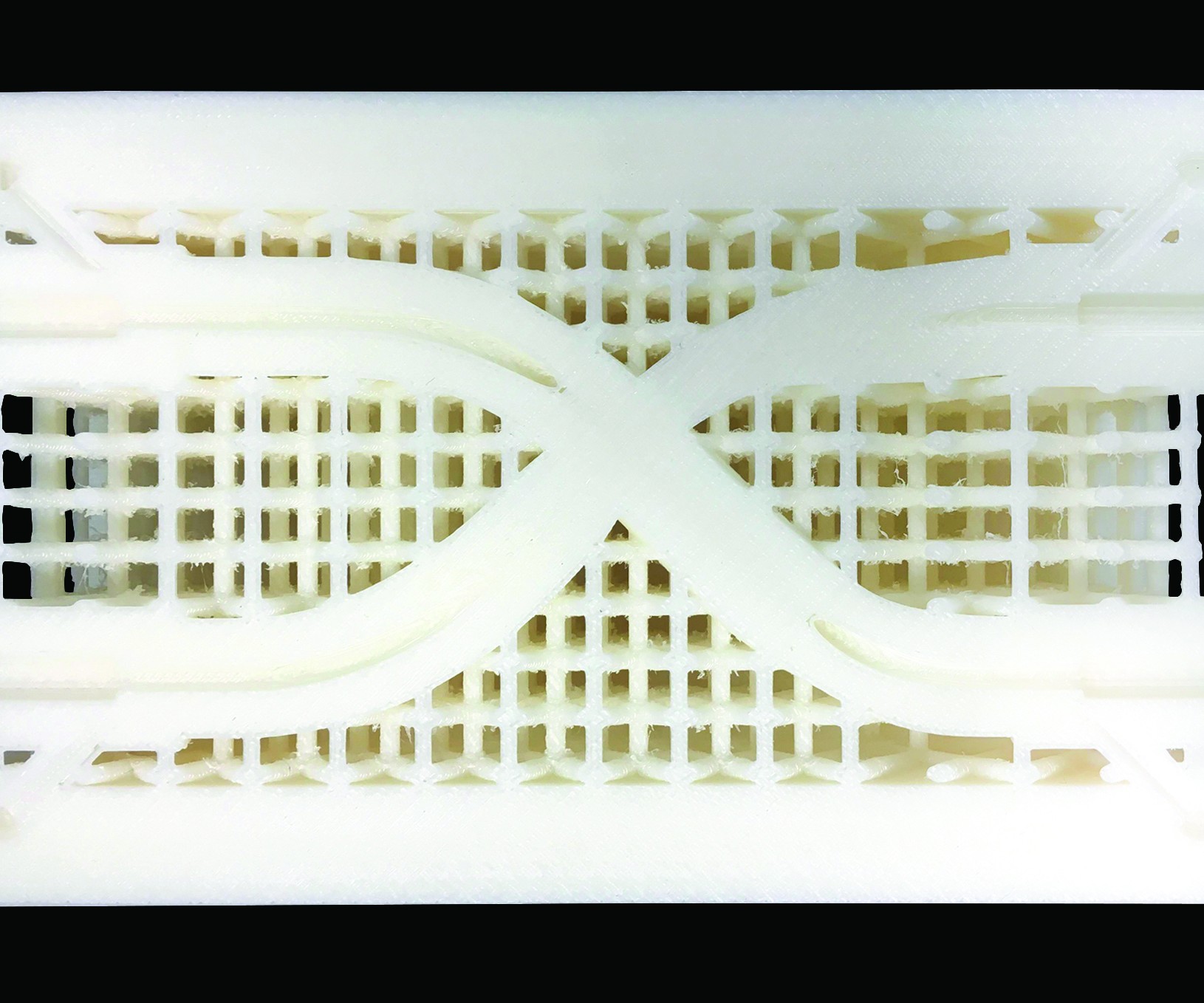
Fig. 2. This cross section shows the component’s “snaky” internal channels and the lattice support structure.
Share












In the last two columns, we’ve explored two “speed plays” enabled by additive manufacturing (AM): direct part replacement and functional prototyping. In both cases, we also saw the related challenges of additively manufacturing parts that were not designed to be fabricated layer by layer. Namely, these challenges involved extensive post-processing to remove support structures and finish the parts so that they would be comparable to traditionally machined parts.
We used the example of a piston crown to show how adapting a design for AM can help avoid some of the challenges. But if you had the freedom to design and develop a completely new geometry for additive manufacturing, could you improve part quality and performance, and reduce costs? I have mentioned techniques like topology optimization and conformal cooling before, but here I’d like to discuss lattice structures, which AM can produce much more easily than conventional manufacturing.



A lattice is made of repeated unit cells. There are countless options for the size and shape of such a cell, and for how it is repeated, and there are a lot of examples of lattice structures being used to provide internal support, reduce the amount of material or improve the strength-to-weight ratio of an AM component.
Lattices can be uniform, meaning the exact same cell is repeated in all directions, or variable, meaning the size or spacing of the cells is different in different directions. Variable lattice structures are gaining traction in medical applications such as implants, as the variability of the cells enables such implants to better mimic our own bones. Bones are not solid, fully dense structures, so lattices can provide comparable strength-to-weight ratios and better osteointegration, resulting in quicker recovery and better performance.
An added benefit of lattice structures is they can be additively manufactured faster, using less material and therefore requiring less build time than fully dense, solid components. This improved material utilization in some cases also allows use of better, more expensive materials.
Case in point is the oil and gas component for downhole applications shown in Figure 1. This component pumps fluid up and down an oil well by means of “snaky” internal channels (see Figure 2). Traditionally, it is made by carefully machining internal channels into a solid block of metal. The internal shapes that can be machined and the height of the component that can be achieved are limited. AM allows for virtually any internal shape, and, in this case, we used lattice structures to support the component’s internal geometry while using less material and thereby reducing its overall weight. And because we were able to use less material, we could afford to use a higher-grade alloy that will not only extend the life of the component, but also offer improved corrosion resistance.
The additively manufactured component is 40 percent lighter than the machined component would be. Could we have achieved this reduced weight through traditional machining? Sure, we could machine out holes and features to lightweight the component, but we could not machine the lattice structure throughout the entire part. And we would have to start with a solid block of material and machine much of it away, which would not have allowed us to substitute a more expensive material. In the end, additive manufacturing enabled us to build a component that performs better, lasts longer, is lighter weight and cannot easily be manufactured any other way.
I will note that, even though we additively manufactured this component, machining was still needed to thread holes so it could be connected to a test rig. A special thanks to the team at Imperial Machine and Tool Co. for finishing this part for us. This shop is well-experienced in working with AM materials and components, having purchased a laser-based, powder-bed fusion system several years ago. In fact, its business has grown so much that the shop recently acquired a second AM system. (Read about Imperial Machine and Tool’s journey.)
I realize that not everyone can afford that level of investment, but this is another example of how AM also is changing the nature of work for machining professionals. You may not be asked to drill and machine the internal channels of a component such as this one, but instead to just finish off one that was built more economically through AM, thanks, in this case, to lightweighting with lattice structures.






Read Next

Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More