
How Dry Grinding Permits Coolant-Free Gear Making
Grinding the external forms of automotive gears came to be the last step still needing coolant. This machine eliminates cutting fluid by combining gear grinding with dry skiving in the same cycle.

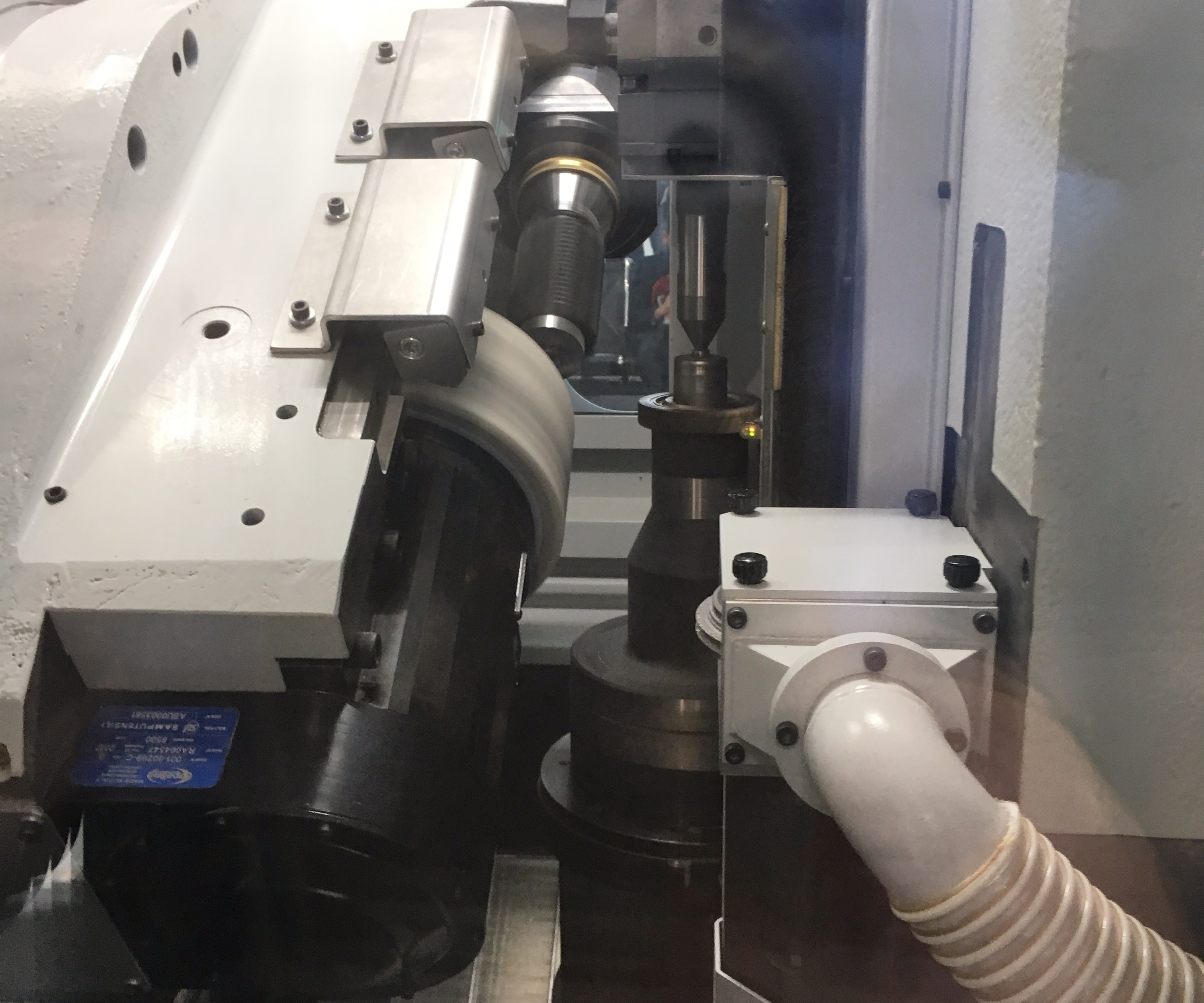
The Skygrind achieves dry grinding by combining skive hobbing and grinding within the same cycle. The hob (top), grinding wheel (bottom) and gear workpiece can all be seen in this view inside the machine. (All three are spinning.)

The engineering of the machine’s axes helps to realize a compact footprint, but even more space savings results from eliminating coolant. In a production facility, the coolant system itself is liable to occupy at least the space of a machine. (This photo and all the images in this article were taken at the most recent EMO show in Hannover, Germany.)
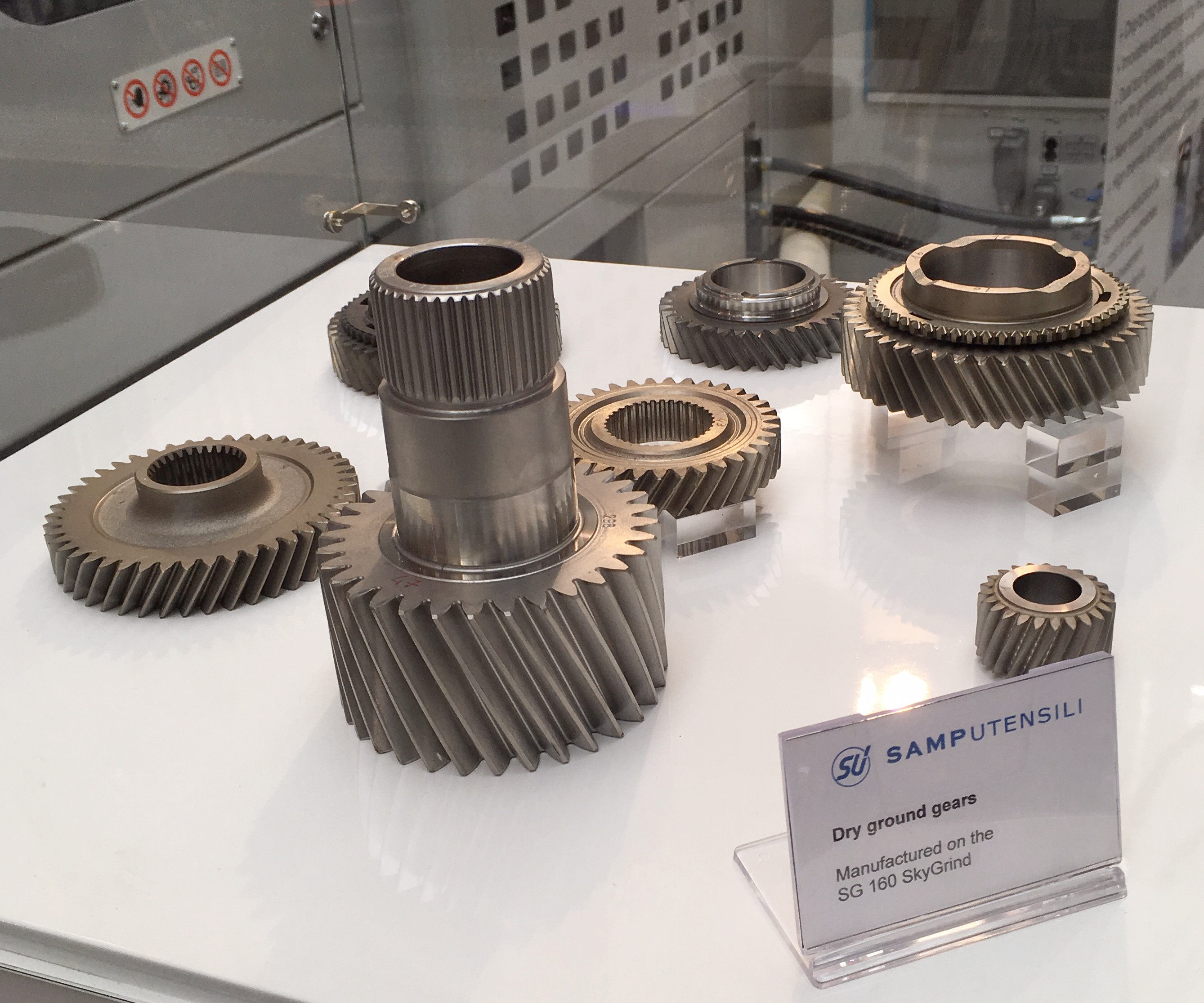
The machine performs dry grinding of gears such as these, accommodating parts ranging to 160 mm in diameter and to 300 mm in shaft length. A system for chip-to-chip time of less than 2 seconds (see next photo) enables efficient high-volume processing of parts for which the machining cycle time is short.

Rather than a turntable, the machine changes parts using parallel X axes driven by linear motors. This photo captures the two axes during a change. One X axis retreats with one part while the adjacent X axis advances with the next part. The hobbing and grinding head then merely needs to move laterally, accomplishing a part-to-part change in less than 2 seconds.
Share
















Takumi USA
Featured Content
View More


.png;maxWidth=45;format=webp)
DMG MORI - Cincinnati
Featured Content
View MoreHans Grass, vice president of the machine tool group with Star SU, and Roberto Bagni, machine tool product manager with the company, say that a recently developed option for dry grinding the external tooth forms of automotive gears resulted from the widespread adoption of hard turning for machining a very different feature, the gears’ bore. The connection is this: Performing much of the bore’s stock removal through turning rather than grinding, with grinding left to remove only a much smaller amount of stock, enables both of these bore machining steps to run dry. That is, a heavy amount of grinding requires coolant, but hard turning plus slight grinding can do without it. This change, removing coolant from bore machining, left grinding the teeth as the last gear-machining operation still in need of a cutting fluid. If coolant could be eliminated from this step as well, then the result could be an entirely coolant-free process for high-volume gear production. Gear manufacturing equipment supplier Samputensili, which is represented in the United States by Star SU, decided that the pressure was on to develop and introduce a coolant-free gear finishing machine.
Dry grinding of gear teeth is not new; it has been performed successfully in the past. However, the problem—and the issue that makes dry grinding challenging for volume production—is the risk of heat-related damage to the teeth. The dry grinding pass must be quick and the stock removed must be minimal to prevent this damage.



Meanwhile, another established potential solution for precision gear machining without coolant is skive hobbing, Mr. Grass says, but the challenge here is that this is not quite precise enough. Skiving alone does not hold the finest tolerances automotive manufacturers require, he says. Therefore, the SG 160 Skygrind machine from Samputensili achieves dry grinding by using these technologies together. Similar to the way hard turning removes much of the bore’s material before grinding, skiving removes much of the gear teeth’s remaining material before grinding. To eliminate any imprecision resulting from handling between the two steps, the Skygrind performs dry skiving followed by light, fast, dry grinding within the same cycle on the same machine.
Mr. Bagni says that in Europe there is significant regulatory pressure to achieve more environmentally friendly manufacturing processes. That pressure alone justified the adoption of this technology by a European automotive manufacturer using it now. By contrast, in North America, he expects the potential cost savings, combined with health and safety improvements resulting from eliminating coolant, to provide ample incentive for this system’s adoption.
The cost savings come in various forms, he says. In addition to doing away with the purchase and handling costs of the coolant itself, there is also the savings in capital equipment investment from eliminating a coolant filtration system. Then there are the floor-space savings. The coolant filtration system for a high-volume grinding process can easily take up more space than the footprint of the Skygrind machine, meaning dry machining can enable the end user to fit more machine tools into a given unit of space. For these reasons, while converting a new plant to dry machining might be difficult, Mr. Bagni sees great promise that new plants built in the years to come might look to this machine to achieve entirely coolant-free gear making.
The Skygrind is built on the same platform as Samputensili’s G 160 machine, which is a novel design in itself offering various productivity advantages. In place of a rotary table carrying workpiece spindles for two parts, the machine uses two separate, parallel X axes to quickly move parts into position via linear motors, achieving part-to-part change times that are faster than a rotary table by several seconds. On the Skygrind machine, this feature contributes to dry grinding specifically because the machining cycles for dry grinding of small automotive pinions are liable to be fast. Without fast part-to-part time, the change-over between parts would account for a significant share of production time, which is not the case with this system. Meanwhile, the company notes that another feature of the machine platform contributes to a small footprint: In place of interpolating with X, Y and Z axes for the hobbing and grinding heads, the machine realizes the same motion with Y, Z and a rotary A axis. Eliminating one linear axis enables the machine to be more compact.







Related Content

How to Determine the Currently Active Work Offset Number
Determining the currently active work offset number is practical when the program zero point is changing between workpieces in a production run.
Read More
The Future of High Feed Milling in Modern Manufacturing
Achieve higher metal removal rates and enhanced predictability with ISCAR’s advanced high-feed milling tools — optimized for today’s competitive global market.
Read More
4 Commonly Misapplied CNC Features
Misapplication of these important CNC features will result in wasted time, wasted or duplicated effort and/or wasted material.
Read More
Ballbar Testing Benefits Low-Volume Manufacturing
Thanks to ballbar testing with a Renishaw QC20-W, the Autodesk Technology Centers now have more confidence in their machine tools.
Read MoreRead Next

Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More