
A Waterjet Machining Center that Fits
At first, abrasive waterjet machines were naturally at home in the fabricating shop. Today, certain models resemble a typical, fully enclosed CNC machine and they fit well in a machining job shop setting.

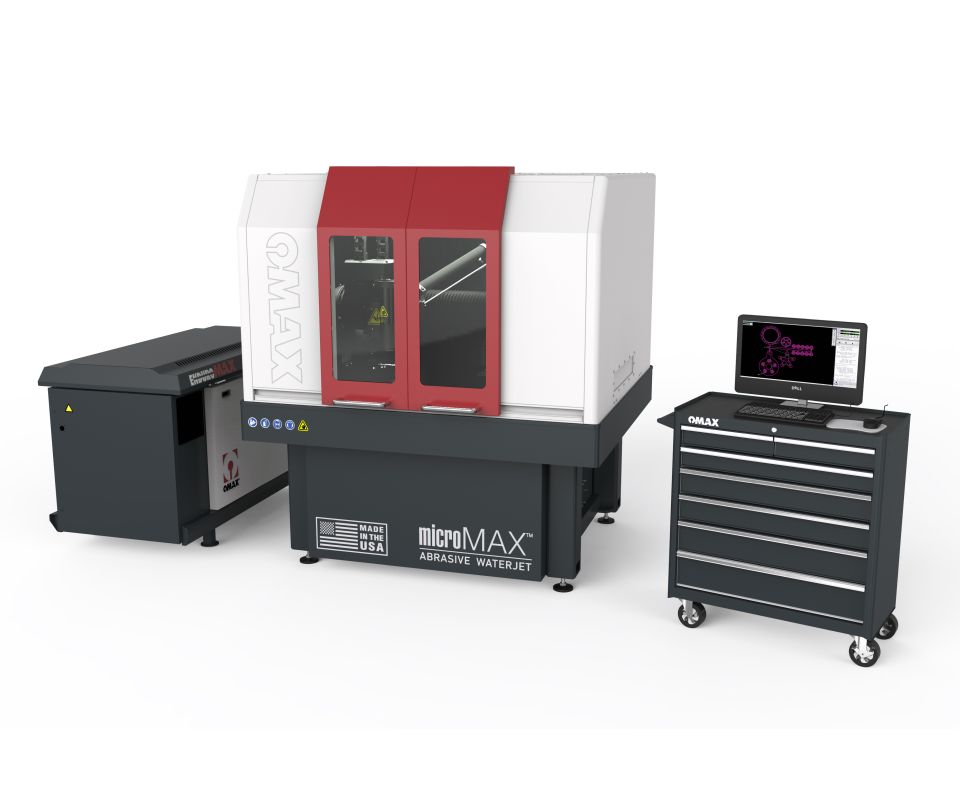
Omax believes that making an abrasive waterjet unit look a lot like a CNC machining center makes the MicroMax more compatible with the typical machining job shop setting.
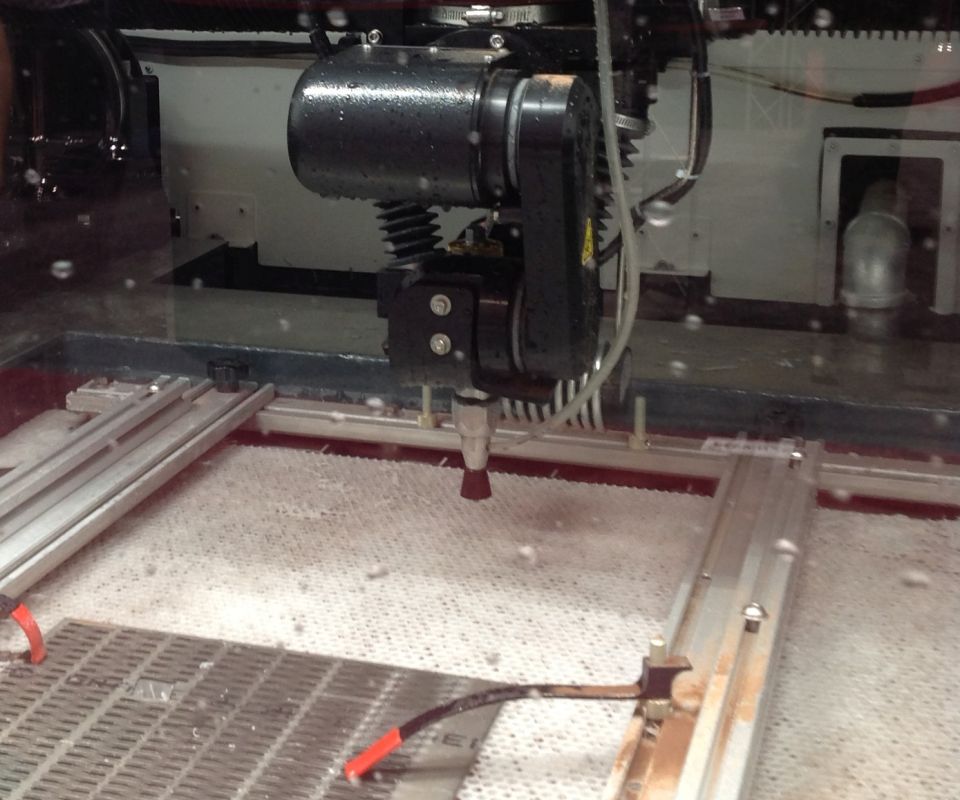
Inside the machine, the waterjet cutting head is capable of cutting a variety of materials using a high-pressure stream of water bearing an abrasive grit such as garnet powder. The stream of water can be controlled in three axes at once for cutting contours.

This sample part, a pair of tweezers cut from a 0.125-inch plate of aluminum, is intended to demonstrate the flexibility and accuracy of the waterjet process. Even on thin parts, a machine feature that compensates for the slight flare of the waterjet stream can enhance straightness of cuts.
Share












Abrasive waterjet machines historically were found most often in fabricating shops, because the abrasive waterjet process is an attractive alternative to other means for cutting large sheets and plate. However, the capability and flexibility of waterjet machining also has proven of interest to shops primarily devoted to machining processes such as milling, turning, grinding and so on. The waterjet process is useful for precision prototyping, short runs, cutting multiple parts from stacks of material, difficult and complex cutting operations, and operations that complement more traditional CNC machines.
Encouraging this trend has been the evolutionary development of waterjet machining. The process has become more precise, easier to program, more capable of multi-axis cutting, quieter and easier to maintain. In short, waterjet machining is as likely to fit into the machining job shop as in the fab shop.



An example that provides this of this job-shop fit is the MicroMax machining center from Omax (Kent, Washington). For starters, this machine has the dimensions and appearance of a standard machining center or other precision machine tool. It is fully enclosed, with two doors that slide apart for access to the cutting zone. The worktable is approximately the same height as that of a typical VMC or precision lathe. The footprint of this waterjet machine is also similar to other CNC machine tools (roughly 6 feet wide, 7 feet deep and 7 feet high). At a glance, it might not even be recognized as an abrasive waterjet machine. An obvious clue that it is not a CNC chip-cutting machine, however, is the stand-alone high-pressure pump unit and the PC-based control system that sits atop a wheeled tool chest that also stores process-specific tools and accessories.
Of course, the inside of the enclosure reveals the machine's configuration as an abrasive waterjet unit. The work envelope is 25 inches in X, 25 inches in Y and 4.5 inches in Z. The “cutting tool” in the abrasive waterjet process is a fine, high-pressure stream of water that passes through a nozzle with a very small orifice. For cutting dense or hard materials, an abrasive powder (usually garnet) is introduced into the stream. The MicroMax is equipped with the standard Omax 7/15 Mini Maxjet 5 nozzle that can be combined with a 0.007-inch orifice and a 0.015-inch mixing tube (for introducing the garnet powder) for a positioning accuracy that the company says is less than 5 microns.
Another standard feature is the Tilt-A-Jet cutting head that automatically compensates for the tendency of the waterjet stream to flare out on tall cuts, thus creating an unwanted taper. This head enables cuts to be uniformly accurate from top to bottom. In addition, the path of the waterjet can be controlled in three axes simultaneously for 3D cutting. Top cutting speed is 100 ipm. According to the builder, the machine is designed for low vibration, control of thermal expansion and quiet operation (less than 80 decibels).
However, the main attraction of the abrasive waterjet machining process is its ability to cut stainless steel, titanium, carbon fiber, polyether ether ketone (PEEK), glass, nitinol, graphite, copper, composites, laminates and other materials, including those that are non-conductive or reflective. The process is said to leave a satin-smooth finish, with no residual mechanical stress or heat-induced changes. Fine control of the stream pressure also enables delicate materials to be pierced without distortion.
The range of applications suitable for abrasive waterjet cutting should appeal to job shops interested in being creative problem-solvers for customers, the company says. The MicroMax seems to be sized and configured to be at home alongside a range of other types of CNC machine tools in a job shop's arsenal.






Related Content

How to Mitigate Chatter to Boost Machining Rates
There are usually better solutions to chatter than just reducing the feed rate. Through vibration analysis, the chatter problem can be solved, enabling much higher metal removal rates, better quality and longer tool life.
Read More
Inside a CNC-Machined Gothic Monastery in Wyoming
An inside look into the Carmelite Monks of Wyoming, who are combining centuries-old Gothic architectural principles with modern CNC machining to build a monastery in the mountains of Wyoming.
Read More
High RPM Spindles: 5 Advantages for 5-axis CNC Machines
Explore five crucial ways equipping 5-axis CNC machines with Air Turbine Spindles® can achieve the speeds necessary to overcome manufacturing challenges.
Read More
Ballbar Testing Benefits Low-Volume Manufacturing
Thanks to ballbar testing with a Renishaw QC20-W, the Autodesk Technology Centers now have more confidence in their machine tools.
Read MoreRead Next

Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More