When Does Hard Turn/Grind Make Sense?
Combining different operations on a single machine tool platform is an attractive and increasingly popular idea. It is in practice, however, not always a plug and play substitution. Optimizing distinct metalcutting operations into a single cycle takes planning and a good understanding of the pluses and minuses of each.

Share












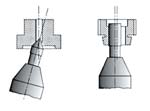
Index's Vertical Line design accommodates various machining modules. Included in the modules available for this machine are turning and milling along with OD (below, top) and ID (below, bottom) grinding. A laser unit can be mounted for in-process work hardening.

Junker's slant bed design uses a flexible gang tool carrier to bring turning, milling and grinding tools into the cutting zone. The grinding modules (seen with yellow wheel guards) can be fitted with drills for hard drilling operations.

Yes, this picture is positioned correctly. The inverted vertical lathe is a popular machine tool platform for hard turning and grinding combination operations.

A pick off spindle on the Hardpoint 1000 simplifies "done in one" applications. As shown, the main spindle is fixed and the secondary spindle moves on centerline to pick off a partially machined part.


Modularity is part of the Junker design. To accommodate various production levels, two sets of main spindles and secondary spindles can be used to process workpieces up to four at a time.
Most metalworking shops are aware of the increasing trend toward integrating different machining operations into a single machine tool platform. Examples of this abound in the form of various configurations of turn/mill or mill/turn machine tools.
Builders have developed the concept of multi-processing on platforms that are fundamentally turning centers with milling capability added. Others take the basic machining center design and add the ability to perform turning operations via a rotary table or other mechanism.



The goal of these and most other types of combination processing machines is to increase throughput by reducing work handling. Instead of turning a workpiece on a lathe and then moving it to a machining center, or vice versa, for further processing, parts can be machined complete or certainly more complete in a single setup on these multi-processing machines.
To date, most of the advances in multi-processing machine tools focus on cutting workpieces that are soft or green. Processing hardened workpieces has generally been done with conventional multi-step machining techniques.
But many of the processing economies that make conventional multi-processing attractive are also applicable to manufacturing hardened workpieces. Hard turning and grinding, which are finishing operations, are being successfully combined in a single machine tool platform.
We talked to two manufacturers of turn/grind machines, Index Corporation (Shelton, Connecticut) and Erwin Junker Machinery, Incorporated (Chicopee, Massachusetts) about processing considerations for shops interested in applying machines capable of combining hard turning and grinding.
Hard Turning
Hard turning is generally applied when workpieces are harder than 45 Rc. Applications include hardened steel bearings, gears and numerous kinds of shafts.
Using turning centers to cut part blanks that have been work hardened offers the shop several processing advantages. In many applications, the use of hard turning is able to reduce and even eliminate some finish grinding.
In conventional processing, the green blank is turned down just short of finish tolerances leaving only enough stock for grinding. The work is then removed from the lathe and sent to heat treat where it is brought up to the hardness specification.
Depending on the workpiece geometry, the heat treat process will often impart some distortion in the workpiece. At best, the workpiece surface will need to be cleaned up after heat treating. Back from heat treat, the work-in-process goes to the grinder for processing to finish size and surface specifications.
With hard turning, the intermediate step of heat treating is eliminated from the workpiece flow. A hard-turned part can go directly from the lathe to a grinder, or as many shops are finding, the hard turned part can often meet the customer's size and finish specifications allowing the shop to bypass the grinding operation altogether.
But hard turning is not a replacement for the grinding process. Efficient and consistent production of parts that require high accuracy and high surface finish specifications is best done with grinding. Combining the two operations onto a single machine gives shops the best of both worlds. It's not for every application, but it can be very efficient for some.
Turn/Grind Together
Most applications processed across a turning center and grinder do not require grinding on all surfaces. Motor shafts, for example, need only to be ground on bearing or wear surfaces. For the rest of the features, hard turning is more than sufficient.
In cases like these, where very tight tolerances for size and surface finish are restricted to a few workpiece features, using the hard turning capability of a machine tool and grinding in one handling makes real processing sense. Conversely, processing a workpiece that has multiple diameters, most of which need to be ground, is a good candidate for a grinding machine with turning capability.
Determination of the primary process is what Junker refers to as the LCD (lowest common denominator). For example, if grinding is used on a platform designed primarily for turning, the LCD is the grinding. Likewise, if turning is used on a grinder based machine, the turning operation is the LCD.
Shops looking to invest in turn/grind multi-processing machines should consider the predominant operation, be it turning or grinding, that will be used for the applications earmarked to be manufactured on the machines.
Evaluation of the efficacy of turn/grind starts with looking at the application and breaking down the required turning and grinding operations.
Grinding should be considered when the following are in play:
- Removal of hard or difficult material.
- Size tolerance specifications beyond the capability of turning.
- Surface finish requirements too tight for hard turning.
- Hard turning is generally better applied under the following conditions:
- Complex geometry that makes single point turning more practical.
- Relatively high metal removal rates.
- Interrupted cuts.
For many workpieces, some or all of these cutting conditions are inherent in the processing requirements. Combining hard turning and grinding into a single machine platform gives the process engineer much greater flexibility to handle strengths of each operation. A process can be optimized more easily using both hard turning and grinding in a single workpiece handling rather than moving the work from one machine to another.
What Kind Of Machine?
As one might expect, turning machine builder Index and grinding machine maker Junker approach the designing and building of their hard turning/grinding machine tools differently. While the production goals are the same, these companies' machines illustrate just two of a wide variety of ways that machines can be configured to accomplish the general multi-processing task of hard turning and grinding on a single machine tool. Moreover, these machines can be set up to do other operations in addition to turn/grind.
Upside Down
Index's V300 turn/grind machine is built on the platform of its inverted vertical turning center. Using a traveling column design, the main spindle carrier is able to directly pick up castings, forgings or other workpiece blanks. Load/unload is integral in an inverted vertical spindle design.
The base machine can be equipped with a large selection and variety of modular cutting tool components that can perform numerous hard turning/grinding/drilling operations. It's built for production volumes and families of parts, but with its modularity, the design is readily re-configurable for different workpieces.
In operation, the spindle presents the workpiece to bed-mounted tool modules that can provide ID/OD turning, ID/OD grinding and various drilling configurations including single tool and gang tool setups. For turn/mill operations, a VDI turret is mounted on the machine bed with both fixed and live cutting tools available.
The OD grinding unit for the V300 uses conventional and superabrasive wheels up to 40 mm wide and 400 mm in diameter. A 7.5 kW drive motor is capable of 6,000 rpm for the OD attachment. Automatic dressing routines are performed using the main spindle chuck. The OD grinding unit has an integrated electro-mechanical balancing unit for automatic balancing of the wheel.
For ID work, conventional or superabrasive wheels can be run on the unit. It uses an HSK 32 tool/spindle interface for rigid, dual face and taper contact. Various high frequency grinding spindles can be applied to drive the ID wheel with power ratings from 2 to 15 kW and speed ranges from 45,000 to 100,000 rpm.
With an additional nod toward multi-processing, the Index machine can be configured with a diode laser for in-process hardening of OD and face surfaces and partial hardening of ID surfaces with the workpiece chucked in the main spindle.
The Gang's All Here
Junker's hard turning/grinding machine is called the Hardpoint. Built on a platform that resembles a slant bed lathe, the basic Hardpoint model 1000 uses a gang tool arrangement that can process, in combination, hard turning, grinding, off-center fine machining and radial drilling operations.
A fixed main and movable secondary spindle sit opposed on centerline. Like a lathe, the secondary spindle can be programmed to pick off parts from the main spindle for back-working operation. For grinding operations, each spindle does double duty as a workhead.
The gang tool carriers operate on independent slides driven by precision ballscrews. Workpieces up 80 mm in diameter and 80 mm in length can be processed on the model 1000 machine. A variety of tooling schemes can be set up on the gang tool plate for efficient processing of complex workpieces.
Turning tools, live milling cutter modules and grinding heads can be mounted on the gang plate for multi-processing applications. The high speed grinding head can be fitted to perform hard drilling as well.
Junker has designed the Hardpoint series to be modular, and while it was developed for the automotive supply markets, the flexible design is finding applications in batch processing industries. For high volume production, the machine can be configured with up to four independent spindles capable of machining four parts at a time.
Is It For You?
The idea of hard turning and grinding in combination has appeal. Single workpiece handling can give higher accuracy, especially on geometric features that relate to each other, such as concentricity specifications. Reduced work in process is another benefit to combining operations, and in the case of hardened workpieces, eliminating the work flow interruption of heat treat can save significant throughput time.
Today's machine tools are more rigid and accurate than their predecessors. Control, servo and cutting tool technologies have advanced to the point where turning and milling hard materials can approach the accuracy of grinding. It makes sense to optimize a multi-step process that historically would involve two or three separate machines into a single handling. Having the ability to apply the best machining operation for a given workpiece feature instead is a step toward better process efficiency.








Related Content

Controlling Extreme Cutting Conditions in Large-Part Machining
Newly patented technologies for controlling chatter and vibration during milling, turning and boring operations promise to drastically reduce production time and increase machining performance.
Read More
How to Meet Aerospace’s Material Challenges and More at IMTS
Succeeding in aerospace manufacturing requires high-performing processes paired with high-performance machine tools. IMTS can help you find both.
Read More
Integration, Automation and Green Tech Highlight JIMTOF 2022
Known as one of the largest machine tool trade shows in the world, the Japan International Machine Tool Fair (JIMTOF) has a reputation for being a machining technology show more than a machine tool sales event. And this year’s show in Tokyo — the first in-person Japanese machine tool trade show in four years — did not disappoint.
Read More
Machine Tool Drawbar Made With Additive Manufacturing Saves DMG MORI 90% Lead Time and 67% CO2 Emission
A new production process for the multimetal drawbar replaces an outsourced plating step with directed energy deposition, performing this DED along with roughing, finishing and grinding on a single machine.
Read MoreRead Next

Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More