
Waterjet Taper Control, Pump Speed Part Production
Equipped with a high-pressure pump and articulating cutting head, a waterjet from Flow International has enabled this job shop to produce parts faster and more cost-effectively.
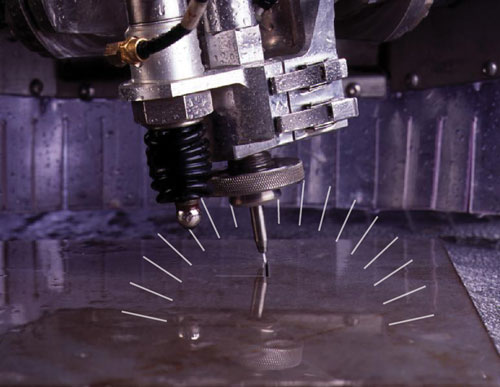
Via mathematical calculations that work behind the scenes, Flow’s Dynamic Waterjet technology angles the cutting head as-needed to compensate for taper and stream lag.

The effects of stream lag, which occurs when the bottom end of the cutting stream lags behind the top, are clearly visible in this shot from Flow International.

The same part, machined this time with Flow's Dynamic Waterjet technology to compensate for stream lag and taper.
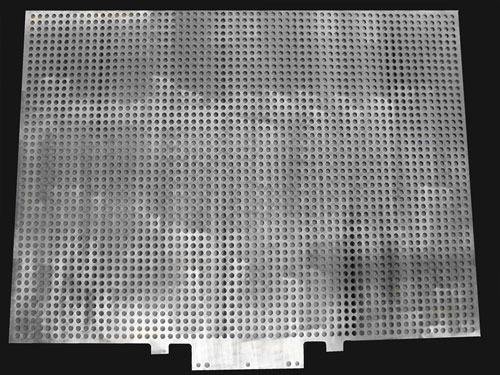
At W. Haut, waterjet has proved useful for piercing holes accurately and quickly in a wide variety of materials. This part, one of four components that make up a filter, is constructed of lightly polished, mild steel.

This Viking logo tile design “was a great opportunity to get creative and really show what the waterjet could do,” says Michael Haut, waterjet manager at W. Haut Specialty Co. The 15-square-foot section of tile, which currently resides in a local school’s gymnasium, started with a black-and-white picture that Michael reproduced in AutoCAD. After cutting the inlays, the shop numbered each piece and created a master key to enable the customer to put the tiles together.
Share









Takumi USA
Featured Content
View More




Autodesk, Inc.
Featured Content
View More






for the operator. That’s because all the mathematical calculations work behind the scenes to trigger the appropriate commands to the cutting head’s five axes. The operator simply enters basic cutting parameters, such as material type, material thickness, cutting speed, desired edge quality and so on, and the software does the rest.
















Related Content

The Future of High Feed Milling in Modern Manufacturing
Achieve higher metal removal rates and enhanced predictability with ISCAR’s advanced high-feed milling tools — optimized for today’s competitive global market.
Read More
High RPM Spindles: 5 Advantages for 5-axis CNC Machines
Explore five crucial ways equipping 5-axis CNC machines with Air Turbine Spindles® can achieve the speeds necessary to overcome manufacturing challenges.
Read More
5 Tips for Running a Profitable Aerospace Shop
Aerospace machining is a demanding and competitive sector of manufacturing, but this shop demonstrates five ways to find aerospace success.
Read More
Quick-Change Tool Heads Reduce Setup on Swiss-Type Turning Centers
This new quick-change tooling system enables shops to get more production from their Swiss turning centers through reduced tool setup time and matches the performance of a solid tool.
Read MoreRead Next

Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More