
Vise Rigidity Boosts Robot Cell Output
To automate the fixturing of round machining center components, Haas uses a custom, robot-tended setup incorporating MoveLock vises from Kurt manufacturing. Thanks to these vises’ rigidity, the machine tool builder has doubled the output of its robot cells compared to previous setups.
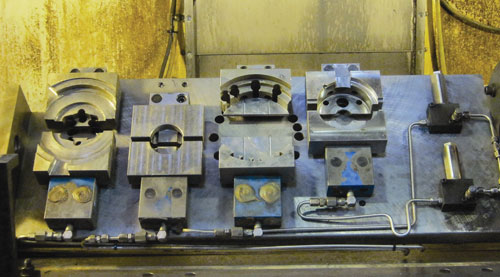
The setup shown here incorporates four Kurt MoveLock clamping stations. A Motoman HP165 robot automates the loading and unloading of the hydraulically activated system. This photo depicts clamping stations for four different-sized parts.

Here is a finish-machined part mounted in one of the clamping stations.
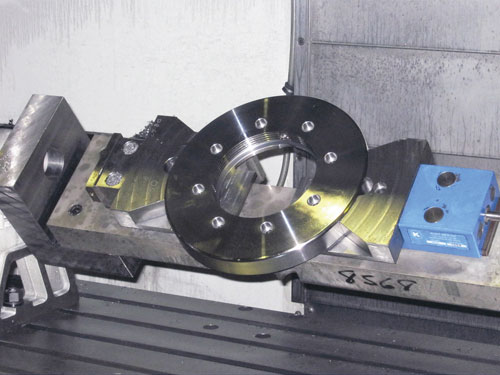
The machine tool builder also uses single-station setups, such as the one shown here.

The two MoveLock modules shown here are equipped with standard jaws, which can be custom-machined for different part needs.
Share












Related Content
-
Custom Workholding Shaves Days From Medical Part Setup Times
Custom workholding enabled Resolve Surgical Technologies to place all sizes of one trauma part onto a single machine — and cut days from the setup times.
-
Fixturing Castings Made Simple Through Adhesive Workholding
When a casting proved too malleable for traditional gripping, Thomas/Euclid Industries adopted — and succeeded with — Blue Photon adhesive workholding.
-
Medical Shop Performs Lights-Out Production in Five-Axes
Moving to five-axis machining enabled this shop to dramatically reduce setup time and increase lights-out capacity, but success relied on the right combination of workholding and automation.












