
Variable-Geometry End Mill Outguns Chatter
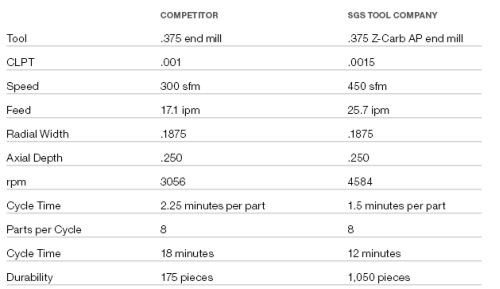
This shop boosted cutting speed and tool life on a troublesome tool steel application by switching to SGS Tool Company’s Z-Carb AP end mill, which features a custom geometry designed to reduce chatter.

SGS’ Z-Carb series end mills reduce chatter in three ways: variably spaced flutes, variable helix angles and variable rake angles.
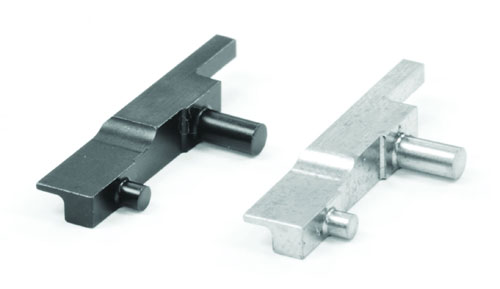
These ejectors for the 1911 Colt .45 were the first job to benefit from the Z-Carb end mill, which was the third tool the shop tried for the job. The Z-Carb not only eliminated tool life problems, but also proved able to run at more aggressive machining parameters.

A sampling of components machined at Evolution Gun Works. Since the ejector job, the Z-Carb end mills have helped EGW improve cutting speed and tool life on a variety of other parts.

George Smith, president of EGW, says he is confident in his comparisons of the SGS’ Z-Carb mills and the previous tool because both ran for an extended period of time in the same conditions on the same machine: the Fadal VMC visible here.
Share



















Hwacheon Machinery America, Inc.
Featured Content
View More

















Related Content

How to Troubleshoot Issues With Tool Life
Diagnosing when a tool is failing is important because it sets an expectation and a benchmark for improvements. Finding out why gives us a clue for how to fix it.
Read More
How to Mitigate Chatter to Boost Machining Rates
There are usually better solutions to chatter than just reducing the feed rate. Through vibration analysis, the chatter problem can be solved, enabling much higher metal removal rates, better quality and longer tool life.
Read More
Orthopedic Event Discusses Manufacturing Strategies
At the seminar, representatives from multiple companies discussed strategies for making orthopedic devices accurately and efficiently.
Read More
Form Tapping Improves Tool Life, Costs
Moving from cut tapping to form tapping for a notable application cut tooling costs at Siemens Energy and increased tool life a hundredfold.
Read MoreRead Next

Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More