
Turret Toolblock Adapter Helps Shop Succeed with Quick-Change Toolholder
Finding itself challenged to take full advantage of two new Y-axis lathes, Anthony Machine found a solution in Kennametal’s Turret Adapted Clamping Units which, combined with the KM quick-change toolholder, have reduced cycle times and setups significantly and reliably.

Anthony Machine has been using Kennametal’s KM quick-change toolholder throughout the shop for years. So when the time came to equip its new Y-axis lathes from DMG MORI with quick-change tooling, they sought out Kennametal’s help in tooling up the NLX 3000’s tool turrets.
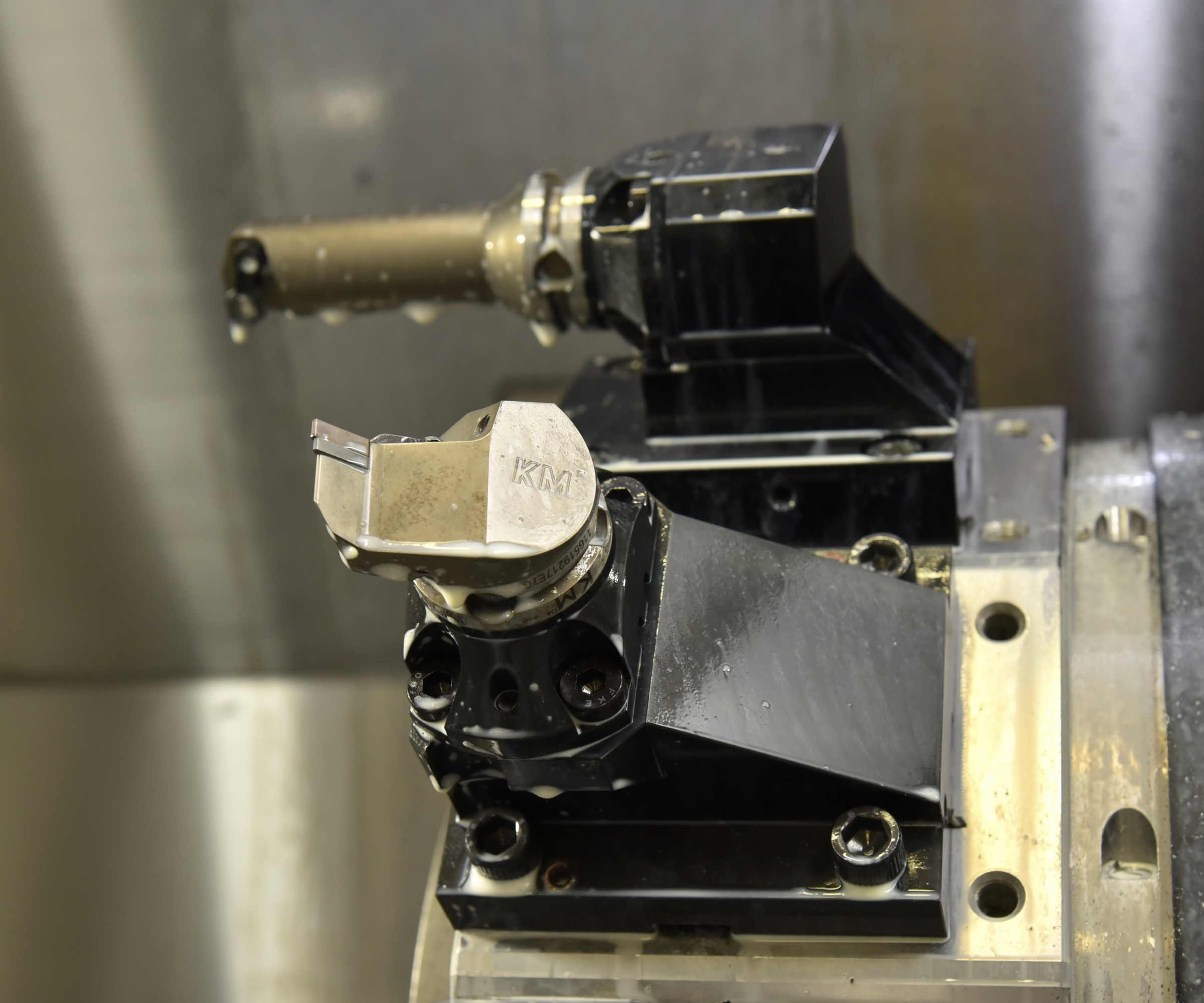
Not only does the TACU block enable use of the accurate KM toolholder, it also adds a bit more space between tools on the turret, which helps to provide needed clearance for complex cuts.

Operations manager Mohsen Saleh (left) and CNC machinist setter Mark Garland (right) discuss a workpiece produced on one of Anthony Machine’s DMG MORI NLX 3000 | 1250 universal turning centers.
Share












Anthony Machine Inc. is no stranger to Kennametal’s KM quick-change tooling. For many years, the shop has used the toolholding connection in its precision machining work for the oil and gas, mining, transportation and power generation industries. However, after the company purchased a pair of NLX 3000 | 1250 universal turning centers from DMG MORI — the shop’s first Y-axis, live-tool lathes — the shop’s manufacturing team was challenged with making the most of the new machine tool investment, since its tool turret was not friendly to the KM tooling system.
Familiar with the KM Toolholder
With his decade-long relationship with Anthony Machine, Kennametal senior sales engineer Mark Davis was there to help. He explained that the best way to reduce setup times and maximize the new machines’ potential would be to equip them with Turret Adapted Clamping Units (TACU), a kind of tool block adapter compatible with the KM quick-change toolholders.



“We offer TACU blocks for both static and driven tools, and can tool up lathes from Okuma, Haas, Mazak, Doosan and of course DMG MORI, with more coming online all the time,” Mr. Davis says. “This makes it both easy and cost-effective for our customers to equip more than 80 models of CNC turning centers with a fast, flexible and accurate quick-change toolholding system.”
According to Anthony Machine manufacturing technologist Daniel Goller, the decision to adopt TACU and KM for the new machines was an easy one. “Over the years, we’ve built a number of KM-equipped custom toolholders for deep boring and other machining operations on our CNC lathes and machining centers, and we use the system on several of the shop’s manual turret lathes to overcome limitations with available tool positions,” he says. “On more than one occasion, we’ve earned new business because KM was able to achieve tolerances and surface finishes that others couldn’t do with conventional tooling.”
Toolholding Differences
Anthony Machine’s operations manager Mohsen Saleh was impressed with the combination on the new machines: “Compared to the traditional wedge-and-screw-style blocks that come standard on most machines, the KM-equipped TACU units are both faster and more accurate. We routinely hold tolerances of 0.0005" (0.013 mm), and I’m told that part size doesn’t change from one clamping to the next. The turret is less crowded, everything’s easier to get at, and you don’t have the chatter and deflection that you often find with your typical straight-shank tools and set-screw-type boring bar holders.”
“The repeatability is a pretty key factor to the KM connection,” Mr. Goller adds. “With the TACU units, it really allows us to fully utilize our new machines in a way that we couldn’t do with conventional stick tools.”
Mr. Goller contrasts the KM tool connection with a 1-inch square holder on the tool turret. “You’ve got to make sure that the holder is square. And you will never repeat the same position twice. If you take it out and put another one in, you would have to touch off your tools every time.” In contrast, he says, “With the KM connection, you can actually maintain face offsets and take one out and put it back in the same station at a later point, and it will repeat.” The tool repeats as precisely to about 0.0005 inch, he says.
“There’s also really no way to misorient the tools. I’ve seen people mount stick tooling 90 degrees off and couldn’t have cut with it. With a KM connection, even silly mistakes like that are avoided,” Mr. Goller says. That is because the KM system makes contact on the taper and on the face of the tool, which makes it more rigid than a straight-shank tool slid into a slightly oversized bore and held with a screw on one side. Because of the way the KM holder clutches the tool, Mr. Goller says he can trust that the tool is always on center.
Maintaining an Edge
The TACU-plus-KM system’s reliable repeatability has enabled the team to overcome the natural space limits of using the lathes’ tool turrets. “Everything is a compromise when you only have 12 stations,” Mr. Goller says by way of example. “If I tried to add six milling tools, then I suddenly only have six slots left for lathe tools, and sometimes I need more than that.” Thanks to the KM’s accuracy, he has the option to eliminate virtually an entire milling machine setup over the course of making a given part, because he can swap out one or two of the milling tools during the cycle and effectively use more milling tools than can physically fit on the turret.
Because Anthony Machine’s system does not currently have a way to change out tools automatically, Mr. Goller has to do so by hand. But he says that a swap adds only about a minute tops to the total cycle time. “With the torque wrench, it’s just a couple turns. It comes out, you put the next one in; a couple more turns, it’s torqued back down, and we know that the connection repeats.” He points out that a minute is nothing compared to having to set up an entire milling machine operation.
Mr. Saleh summarizes Anthony’s recent success with a bit of perspective. “We bought our first CNC machine in 1986,” he says. “At that time, we were using a well-known competitive brand, and then Kennametal came knocking. What first struck us was their service-oriented attitude. They’ve always been willing to come in and work with us on applications which, together with the quality of their products, is why they’ve since become our preferred tooling supplier.”
He concludes, “We’re always competing against smaller, lower-cost shops, and in order to continue winning new business in this environment, we have to adopt the latest in advanced tooling and machine tool technology. This is what’s given us the edge, and Kennametal is a big part of it.”








Related Content

Simulation and Tooling Secure High-Value Work
Simulation software and careful attention to tooling parameters have enabled Major Tool to take on ambitious projects with its complex machinery.
Read More
PowRgrip Responds to Three Tooling Trends
Rego-Fix’s PowRgrip tooling system has expanded over the past 20 years to incorporate a wider range of tool sizes, as well as automation.
Read More
How to Mitigate Chatter to Boost Machining Rates
There are usually better solutions to chatter than just reducing the feed rate. Through vibration analysis, the chatter problem can be solved, enabling much higher metal removal rates, better quality and longer tool life.
Read More
T.J. Davies Retention Knobs Maximize Cutting Tool Life
Custom-made retention knobs are sized to fit the machine tool and spindle or toolholder to extend the life of existing machine tool assets.
Read MoreRead Next

An Introduction to Live Tooling
As jobs change or volume increases and the need arises for new machinery, don’t just accept the standard tooling packages provided by the builder before researching whether live tooling makes sense.
Read More
Buying a Lathe: Turrets and Live Tooling
When buying a lathe, after considering what sorts of workpieces the machine must be prepared to handle, it’s time to ponder tooling options.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More