
Tooling Helps Race Shop Take the Fast Lane
Cutting tools and expertise from Sandvik Coromant help this drag racing organization stay ahead.
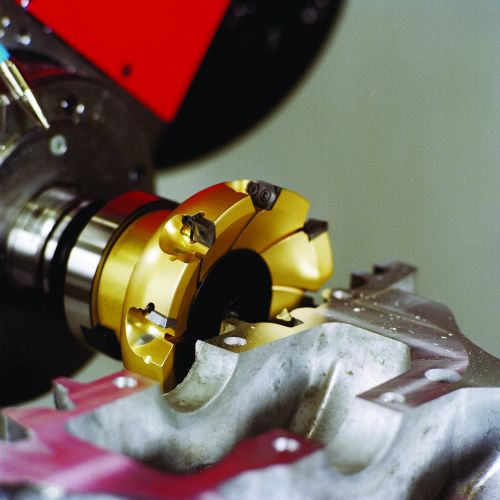
The light cutting of the CoroMill Century reduces loading and vibrations, thus minimizing tool damage and simplifying clamping. The tool’s design is also said to ensure a high level of rotational security.

DSR maintains a machine shop at its 120,000-square-foot facility to manufacture many of the parts for its racecars in-house.
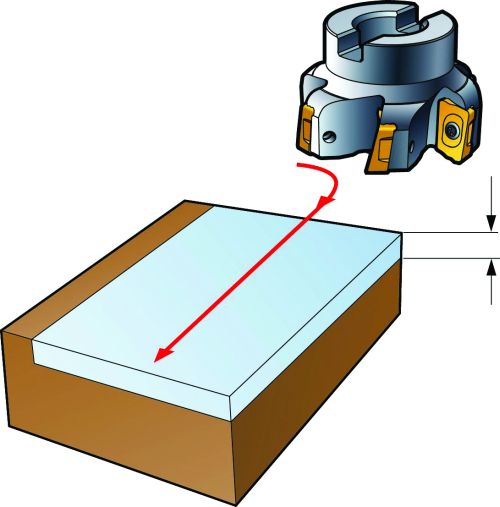
The roll-in milling technique recommended by Sandvik helped avoid vibration, poor finish and poor quality. Easing the inserts into the cut created a thick chip on entry and a thin chip on exit, resulting in a 58-percent increase in surface quality.

Initially, DSR was using a 6-inch cutter that required hand-loading to machine cylinder heads like the ones shown here. The more productive CoroMill Century cutter improved utilization by eliminating manual tool changes.
Share












They’re called “funny cars,” but the engineering effort that goes into these dragsters’ success is no laughing matter. Behind every winning car is a team consisting not just of drivers and support staff, but also programmers and machinists tasked with producing top-quality parts on sophisticated manufacturing equipment. The recent experience of one racing organization, Don Schumacher Racing (DSR), demonstrates the value of having a supplier that can help get the most out of this equipment. Thanks to tooling and support from Sandvik Coromant (Fair Lawn, New Jersey), the company has re-vamped a troublesome cylinder head manufacturing process to improve part quality and reduce setup time, cycle time and tool costs.
overhang that caused vibration problems, and the tool often had to be sent out for resharpening. The tooling supplier recommended swapping that cutter for a 50-mm-diameter Coromill 790 router. It also brought in a Coromant Capto C5 shank to boost rigidity. Finally, the team modified the CNC program to incorporate circular interpolation techniques that reduced radial and axial cutting depth while increasing sfm and ipm. Altogether, these changes reduced the load on the spindle, reduced vibration, improved tool life and simplified tool changes, which are now a matter of changing two inserts, Mr. Keep says.












Related Content

The Future of High Feed Milling in Modern Manufacturing
Achieve higher metal removal rates and enhanced predictability with ISCAR’s advanced high-feed milling tools — optimized for today’s competitive global market.
Read More
How to Accelerate Robotic Deburring & Automated Material Removal
Pairing automation with air-driven motors that push cutting tool speeds up to 65,000 RPM with no duty cycle can dramatically improve throughput and improve finishing.
Read More
Shoulder Milling Cuts Racing Part's Cycle Time By Over 50%
Pairing a shoulder mill with a five-axis machine has cut costs and cycle times for one of TTI Machine’s parts, enabling it to support a niche racing community.
Read More
Quick-Change Tool Heads Reduce Setup on Swiss-Type Turning Centers
This new quick-change tooling system enables shops to get more production from their Swiss turning centers through reduced tool setup time and matches the performance of a solid tool.
Read MoreRead Next

Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More