
Stem Solution Found In Multi-Tasking Turning Center
A small shop committed to labor-saving automation added a nine-axis turning center to machine mountain bike stems. The value of this complex machine is that it delivers a simple process. The learning curve was worth it, the owners say.


Straitline's new “Amp” stem required a multitasking turning center.

Brothers D.J. and Dennis Paulson founded Straitline Components to make and market products inspired by their own interest in mountain biking.

Comparing a machined part for the Amp stem with the same part for an earlier stem design shows why the turning center was needed to produce the new part efficiently. The old part could be made on a machining center. The new part, with its cylindrical shaft, requires both turning and milling.
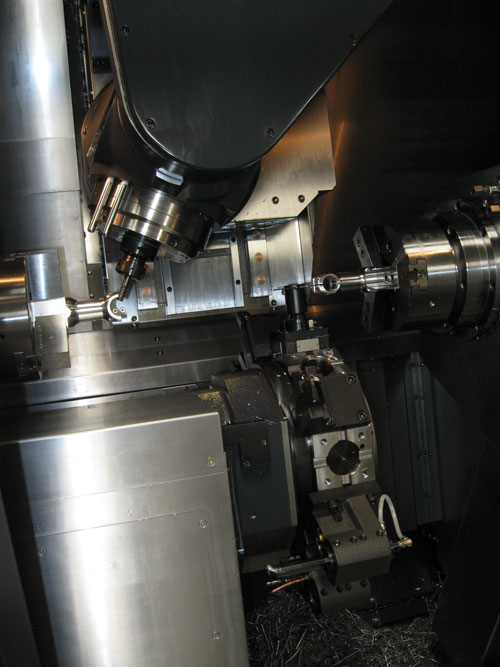
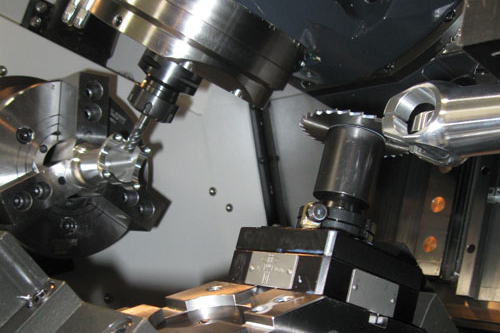
In this photo and the next one, here are the machine’s nine axes. Both workpiece spindles are capable of CNC-controlled motion around the axis of rotation (C axis). The spindle to the right in both of these photos is also capable of Z-axis motion. The turret below the workpieces moves in two linear axes, while the milling spindle above the workpieces moves in three linear axes plus a rotary B axis. Combining this B axis with a workpiece spindle’s C axis makes full simultaneous five-axis machining possible.
The tool in the turret is a saw-tooth cutter for milling the stem’s slot.

This tungsten alloy friction coating on the ID grippers solved the problem of the parts slipping during second-spindle machining. This discovery was one of the last pieces necessary to finalize the process for unattended production.
Share












For Straitline Components in Sidney, British Columbia, the difference between downhill and cross-country mountain bike racing was the difference between milling and turning. Introducing a new bike stem for cross-country riding required this small shop and bike component maker to invest in a nine-axis multitasking turning center with two workpiece spindles and the capability for five-axis milling. Company co-owner D.J. Paulson says a major part of the investment has been the learning curve he has gone through to become proficient with the machine and apply it effectively to Straitline’s new part.








Related Content

Same Headcount, Double the Sales: Successful Job Shop Automation
Doubling sales requires more than just robots. Pro Products’ staff works in tandem with robots, performing inspection and other value-added activities.
Read More
Which Approach to Automation Fits Your CNC Machine Tool?
Choosing the right automation to pair with a CNC machine tool cell means weighing various factors, as this fabrication business has learned well.
Read More
CNC Machine Shop Honored for Automation, Machine Monitoring
From cobots to machine monitoring, this Top Shop honoree shows that machining technology is about more than the machine tool.
Read More
Translating a Prototyping Mindset to Production
The experimental mindset that benefited BDE Manufacturing Technologies as a prototype job shop has given it an adaptable edge as a production facility.
Read MoreRead Next

Video: Multitasking Production at Straitline
Straitline Components recently automated the production of its newest product using a machine that is arguably the most versatile in the shop so far—a Doosan nine-axis multitasking turning center.
Read More
Cycle Efficiency
Automated machining processes enable this maker of high-performance mountain bike parts to manufacture efficiently with minimal staff.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More