
The Promise of Waterjet Technology for Micromachining
The potential benefits of using waterjet technology to produce parts or part features smaller than 300 microns are compelling. Developers and researchers are getting close to breaking the barriers that stand in the way of micromachining in the 150- to 200-micron range and below.


This necklace is made from a single hollow titanium tube measuring 0.250 inch in diameter. It demonstrates abrasive waterjet cutting with a rotary axis. The tube is cut so that the links are interlocking. Because the link pattern is not symmetrical, a sacrificial stainless steel rod was inserted into the tube to stop the waterjet and prevent it from cutting through to the opposite wall of the tube. The tube rotates as the waterjet cuts the link pattern. The gaps in the necklace measure about 0.020-inch wide. The medallion is also titanium and showcases the capability to cut highly accurate gear patterns with abrasive waterjet machines.

All of these stainless steel components for a motor-driven planetary gear set were cut with micro-abrasive waterjet. A ring gear is in the upper right corner. The planetary gear carrier is in the lower right corner, and the sun gear is in the upper middle. In the upper left corner are three of the five planetary gears. In the lower left corner is the mounting plate. The OD of the pitch circle of the planetary gear is 0.110 inch. There are ten teeth on the planetary gear, so therefore its circular pitch is 0.011 inch. Material thickness is 1/32 inch.
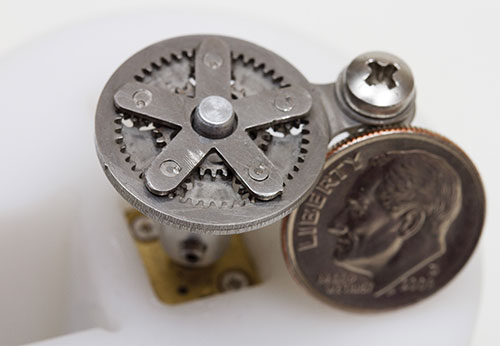
This is the assembled gear set. This assembly shows that waterjet cutting could be used for producing internal components for small clocks or pocket watches. Benefits include faster programming and cutting than conventional machining methods. This assembly also represents the value of this process in prototyping. Parts for a complete assembly can be produced quickly and cost effectively.

Abrasive waterjet can cut a variety of workpiece materials, including metal, rubber, glass, stone and composites. These materials can be difficult to machine conventionally. For example, the tan dragon shape (left) is made from 2.4-mm-thick fiberglass material. The black dragon is made of carbon epoxy.

Made from a titanium tube, this mesh cage is an orthopedic surgical implant for human bone repair. The “unfolded” pattern to the right under the coin shows how a 2D pattern can be transferred onto a cylindrical part. A rotary axis was used to cut the pattern into the tube with one of its smallest machine nozzles.

Unlike other processes, waterjet can cut medical parts without affecting them thermally. These titanium implants are used to mend fractures in human skulls and other bones. Waterjet machines cut titanium 34 percent faster than stainless steel.

This butterfly pattern was generated in 0.02-inch-thick stainless steel while testing of one of the company's smallest abrasive waterjet nozzles. The part also shows how once a program is developed, it can be scaled to other sizes. As shown here, the butterfly’s wingspan is 0.40 inch, but the pattern could be enlarged to fit an 8-by-10 foot sheet of metal, if so desired.
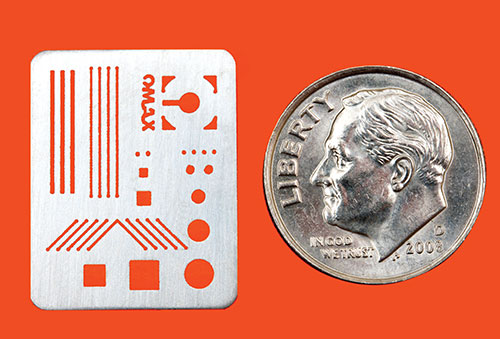
This plate of stainless steel demonstrates that extremely small holes and contours are possible with abrasive waterjet cutting using a micro nozzle capable of producing a stream as small as 0.010 inch, which is the diameter of the smallest hole in this sample.

A target for research efforts is the ability to cut part features smaller than 100 microns (0.004 inch). The company is conducting feasibility investigations into the development of micro-abrasive waterjet nozzles for machining part features as small as 50 microns (0.002 inch). Currently in beta testing is a micro nozzle that generates a waterjet stream 0.010 inch in diameter. Shown here is the company's smallest production nozzle with a mixing tube 0.015 inch in diameter.
Share





















Creating a high-pressure stream of water bearing an abrasive grit has proven to be a very effective way of cutting metal, plastic, glass and many other materials. Waterjet machining is the common name for this process. With multi-axis stream control and other accessories in place, it is possible to cut 3D forms to a level of precision and accuracy that matches or exceeds other metal removal processes. However, in many cases, waterjet machining has additional benefits.
It may cut faster. It leaves no heat-affected zone. Workpiece materials do not need to be electrically conductive or non-reflective. Change-over time can be minimal because only the new part program has to be downloaded to the CNC.



Highly flexible and capable, waterjet continues to find new applications in precision manufacturing, especially in cases where cost-effectiveness and fast turnaround are critical. One area that has attracted considerable attention is applying waterjet to the production of parts in the “micro” range, that is, parts or part features smaller than 300 microns. R&D efforts are currently focused on making waterjet practical in the 150- to 200-micron range.
Dr. Peter Liu, senior scientist at Omax Corporation (Kent, Washington) is deeply involved in exploring the frontier of micro-abrasive waterjet technology, as it is called. In fact, his on-going efforts to further the development of this process are supported by a grant from the National Science Foundation Small Business Innovation Research Program (NSF SBIR Phase II grant 1058278) as well as Omax’s own R&D funds.
As the gallery of sample parts shown in this article demonstrates, waterjet is already capable of remarkable success in producing small parts and features. To push waterjet technology to greater capability in the micromachining arena, Dr. Liu says that research efforts must overcome barriers in three critical areas.
One is a practical method to produce a nozzle orifice 100 microns or smaller in diameter. Current methods cannot produce a hole this small with adequate roundness or straightness, he says. Wear resistance of the nozzle material is also a problem.
Likewise, a mixing tube, the component of the stream delivery system in which water and the abrasive particles meet to form a slurry, must be designed to function effectively on a highly miniaturized scale. Downsizing current designs is limited by the existing science in fluid dynamics. For example, researchers are studying surface tension, capillary action, supersonics and the Venturi effect for insights that may lead to breakthroughs.
For waterjet micromachining, the size of abrasive particles must be reduced proportionately. Thus, a third challenge is developing methods to feed abrasive particles in orders of magnitude finer than is currently feasible. Because the behavior of ultra-fine particles is not fully understood (particularly in the area of gravity feeding), achieving constant flow rates for consistent and predictable cutting quality has been elusive.
Despite these challenges, Dr. Liu feels he has made considerable progress in the development of micro-waterjet machining technology. He expects this technology to become a viable process with competitive advantages for micro-machining applications in the targeted micro-range. He predicts a two- to four-year time frame for this achievement.
In the meantime, manufacturers must look closely at waterjet and think creatively
about opportunities it presents for making extremely small parts to high precision.








Read Next

5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More