
The Progress of a Progressive Die Maker
This shop sees no long-term threat in the reality of lower prices. Machine tool investments related to various die components allow the shop to use skilled labor more efficiently.


A machining center capable of reorienting the part enables the shop to machine compound-angle features more efficiently.

A typical die features various inserts with angled holes and angled milled surfaces.
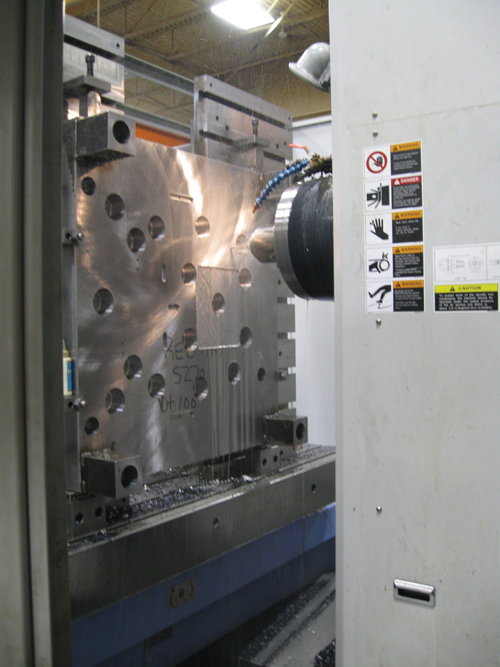
A CNC boring mill enables the shop to apply fully automated machining to even its largest parts, such as the die shoe seen here.

Zelko Rezler demonstrates the new large-screen monitor used for die assembly. This is the shop’s answer to large tables spread out with hard-copy prints.

This adjustable-diameter tool from Allied Machine & Engineering Corp. has helped the shop dramatically accelerate hole-making in die shoe machining.
Share












Just about any progressive stamping die that is currently being produced at Rezmin Tool & Die illustrates how far this Oldcastle, Ontario die manufacturer has gone in reducing its prices.
“Take this one,” says engineering manager Zelko Rezler, referring to a die with a working area of about 3 by 6 feet—a tool that will be used to stamp automotive brake arms.



“In the past, for a die like this, we would have gotten about $80,000 [U.S.],” he says. “Today, we’ll charge $55,000.”
Some dies have seen even steeper price reductions. A progressive die is a complex tool that doesn’t just stamp a part by hitting it once, but instead cuts and forms the part in stages as the coil inches across it. Rather than 30 percent like the die mentioned above, some progressive die varieties have seen price declines closer to 50 percent. The biggest part of the reason for this is, of course, China.
However, Rezmin has kept pace with the pricing of foreign competitors. At the same time, its quality and capabilities have improved. To compete with overseas die makers that benefit from low labor costs, Rezmin has made investments specifically targeted at using its own labor more strategically.
Overseas competitors have disadvantages they cannot get around, he says. Labor costs might be low, but they still have to factor in the cost and delay of long-distance shipping. They also are limited by the long-distance and cross-cultural communication problems that can pose significant impediments to making an intricate tool (a tool that consists of various precision-machined parts) according to the customer’s literal design intent.
Then there is the fact that Rezmin specializes in making higher-end tools. Many overseas competitors don’t have the engineering experience or quality disciplines necessary to pursue this work in the first place. As a result of all of these factors, Mr. Rezler and shop co-owner Al Minello have decided that it is not realistic to indulge the fear that shops such as Rezmin will be squeezed out as prices continue to drop. The challenge instead—and it is a large challenge—is to accept the reality of lower prices and learn to thrive within these new bounds.
For Rezmin, part of what this has meant is the purchase of two machine tools unlike any the shop has owned before. One is a Doosan horizontal CNC boring mill with 118 inches of X-axis travel. The other is a much smaller and faster machine, a DMG high speed machining center that performs 3+2 machining of compound-angle surfaces. The two machines are used for very different parts, but they accomplish the same thing for the shop. Both machines save on skilled labor by reducing the number of setups the shop has to perform.
Shoes and Inserts
That skilled labor remains vital. Skilled toolmakers are essential for every complex die the shop produces. If the company’s new CNC boring mill stands for anything at all, however, it is a different view about how that labor should be deployed.
Rezmin has toolmakers who can machine die shoes quickly and accurately on a manual drill press and a semi-programmable boring mill. Yet just because they can do the work this way doesn’t mean they should. Die shoes are the large, thick plates that mate either half of the die directly to the press. Using a fully automated CNC cycle on the new boring machine is a far more cost-effective way to drill holes and mill pockets in these parts.
In addition to the setup time savings, significant savings also come from improvements in the ability to machine. The power of the CNC mill lets the shop drill the steel quickly using a 2-inch-diameter, flat-bottom drill from Allied Machine & Engineering Corp. (Dover, Ohio)—thereby simplifying the machining of holes as large as 4 inches in diameter. These larger holes used to be machined through helical milling, but now, with the 2-inch starter hole, they are machined much faster. Replacing helical milling with circular milling saves time, because ramping is no longer required.
The other new machine in the shop, the 3+2 machining center, has had the same level of impact as the boring mill on parts that are smaller and more finely detailed. “3+2” refers to rotary-axis motion that is “almost” five-axis—that is, the rotary axes are used solely to reorient the work into compound angles, while the standard three-axis machining accounts for the actual cutting. By milling and drilling complex parts at various angles in this way, Rezmin now routinely uses one setup to run parts that used to require two or three setups instead.
The parts the machine makes in this way are die inserts. On a stamping die, critical surfaces are machined onto inserted components so the die can be modified later. Differences in stamping performance from press to press (even coil to coil) can require die surfaces to be slightly reground in production. Moving the complete die for this touch-up would be impractical, but the inserts can be removed more easily for additional machining as needed.
The insert typically has compound-angle features that might include both drilled holes and milled surfaces. This milling in the past would have required multiple setups on different combinations of sine plates, but today, the work is performed in one setup on the DMG machine.
Mr. Rezler points out that this consolidation of setups actually saves much more than the machinist’s time. Every one of those compound-angle sine-plate setups was a small precision assembly in its own right. Considerable engineering attention went into designing that setup. By contrast, the 3+2 machining center finds the programmed angles for every machined feature with little human oversight.
Programming
Mr. Rezler says making 3+2 machining work effectively was not difficult. The geometrically complex machining routines are simple to execute with the right control and software. The software in Rezmin’s case comes from Cimatron.
This software makes 3+2 programming easy, he says, because the job never ceases to be three-axis work from the programmer’s perspective. Features are machined in one coordinate reference frame at one particular orientation. Then, the programmer can rotate the part to establish another coordinate reference frame as needed. The software keeps track of all of the positioning and tool moves with respect to the original coordinate axes, even as the programmer and the machine tool continue to liberally pivot and swing the work. Adding this capability to the shop’s existing Cimatron software required only the purchase of an additional module from the company.
Big Picture
One other recent hardware investment at Rezmin makes use of the same software. In a way, this investment is the most visibly striking of all. A large-screen TV that doubles as a computer monitor is housed within a shop-hardened cabinet that is wheeled throughout the shop floor.
A Cimatron viewer runs on this PC. Die assembly personnel use exploded 3D images of dies on the monitor as assembly instructions in place of 2D prints. The large screen makes these 3D views just as easy to see as any large-format paper prints and even easier to interpret quickly. In this way, the monitor saves time, and it will ultimately save space as well. Getting one or two additional monitors will make it possible to do away with the wooden tables on which assembly prints are currently laid out. “You don’t think about how much of your floor space the use of paper prints takes up,” Mr. Rezler says.
And so it goes for this shop. Success at machining more efficiently revealed the complementary value of assembling more efficiently, too. In fact, Mr. Rezler points out that the machining-related improvements in the shop actually figure into a larger trend of bottlenecks opening up throughout the shop’s process. Earlier in Rezmin’s history, there weren’t enough presses to keep up with the work, he says. Extra funds went to more press capacity.
After that, the bottleneck moved to machining, which is the issue the shop is now addressing.
Going forward, he says the new bottleneck will be engineering resources. Specifically, the likely bottleneck will be the capacity of the engineering staff to deliver work rapidly enough to keep up with the new level of responsiveness on the shop floor. The company is working to remedy this limitation today, Mr. Rezler says, with a new hire—an engineer—having just recently joined the Rezmin staff.








Related Content

Tips for Designing CNC Programs That Help Operators
The way a G-code program is formatted directly affects the productivity of the CNC people who use them. Design CNC programs that make CNC setup people and operators’ jobs easier.
Read More
How to Mitigate Chatter to Boost Machining Rates
There are usually better solutions to chatter than just reducing the feed rate. Through vibration analysis, the chatter problem can be solved, enabling much higher metal removal rates, better quality and longer tool life.
Read More
ERP Provides Smooth Pathway to Data Security
With the CMMC data security standards looming, machine shops serving the defense industry can turn to ERP to keep business moving.
Read More
Generating a Digital Twin in the CNC
New control technology captures critical data about a machining process and uses it to create a 3D graphical representation of the finished workpiece. This new type of digital twin helps relate machining results to machine performance, leading to better decisions on the shop floor.
Read MoreRead Next

Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More