
The Material Difference
In some cases, thick-walled, seamless tubes make more sense than solid barstock for certain stainless cylindrical parts.

This ball valve seat is a prime candidate for machining from Hollow Bar material rather than solid stock.

Test results revealed a production time savings of 4 hours per batch of 20 components.

Here are samples of the solid and Hollow Bar blanks used for testing.
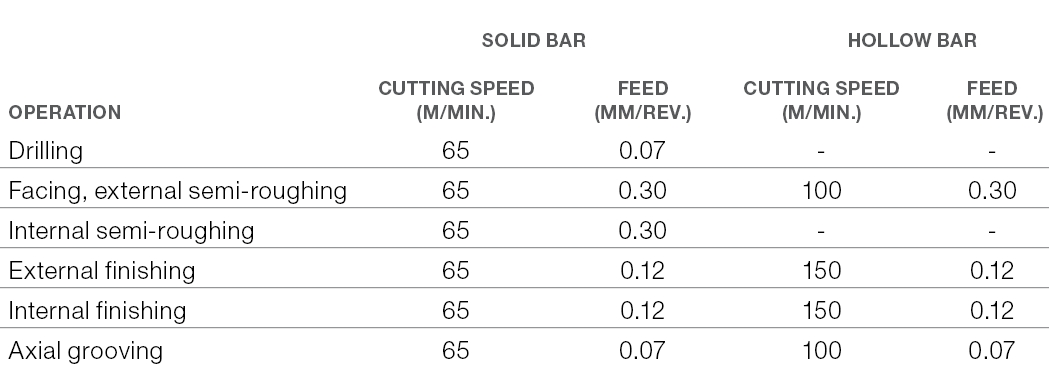
Here is the op-10 work performed for both types of material during AVV’s test (note that drilling and internal semi-roughing operations are not required for the Hollow Bar material). The testing speeds and feeds were established so that tool life would be effectively the same for the solid bar as well as the Sanmac grade, which is said to offer improved machinability.
Share
























Read Next

Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More