
The Big Niche
Expertise and the right equipment for machining large components for oilfield and other industries enable this shop to succeed despite fluctuating economic conditions.


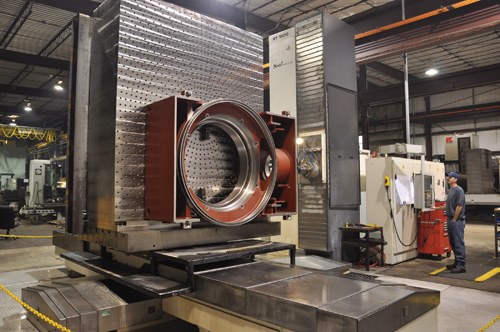
This red rotary table for an offshore oil drilling assembly is representative of the large-scale machining work that is East Texas Machine Works’ specialty. The total weight on the boring mill’s rotary table including the tombstone is 35,000 pounds.

Workholding deformation is possible even with large parts. Internal braces on either end of this component for an oil field drilling riser prevent the workholding chains from “egging” the forging.
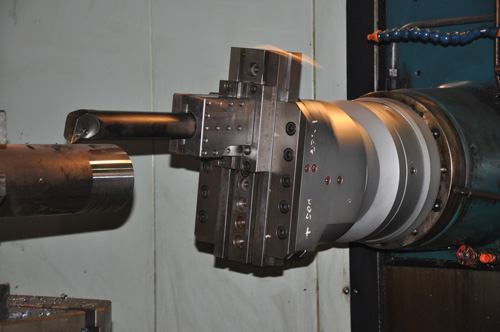
Although this is a rather basic contouring head application on a boring mill, it shows how programmable heads alter the effective cutting edge diameter to create a chamfer, “turn” an OD and generate a radius. This tube is part of a large L-shaped welded assembly that couldn't be turned on a lathe.

A few interesting elements appear in this shot. 1) Although this boring mill required a special foundation, the machine sits 16 inches below the surrounding floor surface. This was necessary to keep it from contacting the crane rails above. 2) Braces (one can be seen in the center of this shot) are often used on weldments to minimize vibration during machining. 3) The face of the tombstone to which these weldments are attached has a standard square bolt hole pattern. However, the opposite face has a circular pattern to better accommodate round parts. 4) A yellow chain outlines a safe perimeter around the big mill.
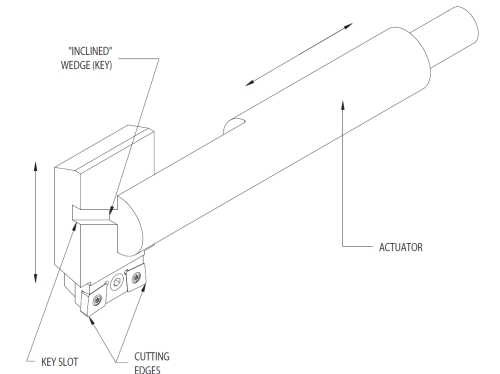
Here are key elements of a typical contouring head.
Share












Simply put, excelling at machining large, complex parts has enabled East Texas Machine Works (www.etmworks.com) to endure low-ebb economic conditions since Neil Swisher purchased the shop 36 years ago. These days, it’s work for offshore oil applications as illustrated by the big rotary table shown to the right that’s helping his Longview, Texas fabricating and machining business effectively navigate manufacturing’s choppy waters. Randy Swisher, the owner’s son and the company’s vice president and sales/marketing manager, believes work for this market will continue to flow into the shop for a number of years. That said, ETMW still pursues opportunities in mining, construction and other industries that have large-part machining needs.
The challenges of machining are magnified at such a grand scale. This work requires sizeable equipment such as horizontal boring mills and VTLs that come with a comparatively sizeable price tag. (ETMW currently has $15 million of CNC equipment in its 75-person shop.) The risk of mistakes and scrap looms large, too, because workpieces might already be worth $100,000 when they arrive at the shop. It can also be tough to find shopfloor talent—operators comfortable with boring mills and VTLs don’t grow on trees. In addition, large components for oil-industry applications, especially those for sub-sea assemblies, are being made of tougher materials and are requiring tighter tolerances. It’s not out of the ordinary for parts with 4-foot-diameter bores to be machined to tolerances of 0.001 inch.



The magnitude of the machining work going on at ETMW is impressive. What’s just as evident as one walks the shop, however, is the role that process and equipment flexibility plays in its success. In particular, versatility of machine design, workholding strategies and tooling allow the shop to respond quickly to customers’ needs for accurately machined, hefty parts.
Big From The Beginning
The senior Mr. Swisher previously worked for a local business that machined pressure vessels and similar workpieces. When he purchased the shop in 1973, it had just a few small manual mills and lathes. Considering the existing base of local shops already offered small-part machining services, Mr. Swisher began purchasing larger equipment. He added two manual, 5-inch-spindle horizontal boring mills and a vertical boring mill with a 150-inch swing to diversify his shop.
Realizing the advantages that CNC machining technology offered, Mr. Swisher added a Mazak CNC M4 lathe in 1981. This was followed by ten small-to medium-sized CNC lathes and mills purchased over the next decade. The shop purchased its first Kuraki CNC horizontal boring mill, a 5-inch-spindle model, in 1996. It has since added at least one large CNC mill or turning center every year and currently has ten CNC horizontal boring mills and four CNC VTLs. This machining capacity complements ETMW’s significant welding and fabrication capabilities.
All of the shop’s horizontal boring mills have fourth-axis rotary tables so their spindles can access multiple sides of parts in one setup. Minimizing setups is a goal of every shop, but it is especially important when dealing with extremely bulky workpieces that can weigh tens of thousands of pounds.
Part of ETMW’s recent $2.5 million building expansion was the purchase of its tenth and largest horizontal boring mill—a MAG Giddings & Lewis RT 1600. The shop chose this unit because it wanted a mill with a 6-inch boring spindle (its other mills have either 4- or 5-inch spindles) and bigger travels to accommodate larger parts. The RT 1600 has X-, Y- and Z-axis travels of 142, 120 and 90 inches, respectively. Its table measures 5 by 8 feet and has a load capacity of 55,100 pounds. The mill also offers 75 hp and 5,676 foot-pounds of torque, which is particularly helpful in machining offshore oil components commonly made of high-nickel-content alloys. Another key feature is a 59-inch, W-axis quill extension that enables the mill to reach deeply into parts. The maximum W-axis reach of the shop’s other mills is 27 inches.
A 66-inch-thick foundation was needed to support this machine. What’s interesting is that the mill doesn’t sit flush with the floor. It actually sits 16 inches below the surrounding floor surface, which was necessary to allow the mill to achieve full vertical travel without contacting overhead crane rails. A metal floor was installed so operators could safely maneuver around the mill.
Holding It
ETMW has made some clever workholding devices for fixturing large parts. For example, it created the 10-feet high, 20,000-pound tombstone shown to the right. The tombstone, machined by Jeremy Houchins, day-shift operator of the G&L boring mill, has different bolt patterns to accommodate different part geometries. One of the tombstone’s 8-foot-wide faces has a conventional square-grid bolt pattern for rectangular parts such as weldments. The opposite face has a circular pattern and is better suited for parts with round geometries. The holes in each bolt circle diameter are positioned in 3.75-degree increments. This pattern proves very helpful when, for instance, it’s necessary to stagger clamp locations around a part to avoid clamp interference with the cutting tool or spindle. A similar yet smaller circular bolt pattern is found on one of the tombstone’s 5-foot-wide faces, while the fourth face doesn’t have any bolt holes and is used for special fixturing situations.
Mr. Houchins says it takes about 30 to 45 minutes to remove parts from the tombstone and then remove the tombstone from the machine. (The facility has six cranes ranging in capacity from 7.5 to 15 tons.) Not only does he blow off and wipe down the mill’s table after it’s cleared, he also runs a wet stone over it. This ensures that the table is absolutely flat and has no high spots as a result of, say, a wrench having accidentally fallen on the table. Even a tiny high spot can prevent a large part or fixture from being completely flush with the table, he notes, which could possibly cause the workpiece to be machined out of tolerance. Similarly, the size of these parts does not necessarily make them impervious to distortion and vibration during machining. Braces are sometimes used in key areas on big parts either to prevent distortion due to clamping or to minimize vibration during machining. (Vibration can be especially problematic with weldments that the shop often assembles and machines.)
Although the rotary table on the big G&L mill measures 5 by 8 feet, some parts ETMW machines require even more mounting surface area. For these types of applications, the shop sometimes uses a 4-inch-thick sub plate measuring 8 by 12 feet that it created. The shop can install it directly atop the rotary table to accommodate larger parts with no overhang (full table rotation is still possible). Alternately, it can install the sub plate on the tombstone, as it once did for a ring with a 14-foot diameter. The design of the G&L mill was also helpful in this application, because the boring spindle could be lowered 6 inches below the table’s surface to reach the lowest portion of the ring.
One Tool, Multiple Operations
ETMW has three Cogsdill ZX contouring heads it can use on nearly all of its boring mills. Like fourth-axis table rotation, the heads allow boring mills to carry out multiple operations in a single fixturing, reducing setups, tool changes and overall cycle time. These contouring heads use a boring mill’s W-axis quill motion to control the effective cutting diameter of tools installed on a cross-slide (see the sidebar below to learn more about how these devices function). The heads can perform facing, grooving and complex contouring operations. They can also “turn” the OD of parts that may be impractical to rotate in a lathe’s chuck. In addition to overall cycle time savings, the heads minimize tooling cost because one tool can perform multiple operations.
A relatively simple contouring application is shown to the right. It is the tube portion of an L-shaped weldment that requires OD work but can’t be turned on a lathe. By programming the mill’s W and Z axes along with table movement, the head creates a chamfer, turns the tube’s OD and generates a radius. Many of the shop’s contouring-head applications are more complex than this example, however.
The heads can be used on any of the shop’s horizontal boring mills. A cam-locking bonnet that’s designed for specific horizontal boring mill brands is essentially all that’s needed. When installed on the mill, the bonnet provides a common interface for all ZX tooling systems.
On The Horizon
Like machining, the inspection of large parts can be challenging. ETMW uses a variety of hand gages for many of the parts it machines. Although a CMM would be helpful, a suitable one is currently size- and cost-prohibitive. Instead, the shop will likely add probing capability to its G&L mill to allow it to measure the parts it creates. On-machine probing is also likely to speed setups, allowing the machine to quickly locate newly fixtured parts.
In addition, the shop is researching machine tool manufacturers that offer VTLs with a 120-inch swing. This is noteworthy. That’s because even though business can’t be described as “booming” for ETMW at the moment, the shop continues to identify new big-machining technologies and equipment that will keep it ahead of its competition.








Related Content

Quick-Change Tool Heads Reduce Setup on Swiss-Type Turning Centers
This new quick-change tooling system enables shops to get more production from their Swiss turning centers through reduced tool setup time and matches the performance of a solid tool.
Read More
Lean Approach to Automated Machine Tending Delivers Quicker Paths to Success
Almost any shop can automate at least some of its production, even in low-volume, high-mix applications. The key to getting started is finding the simplest solutions that fit your requirements. It helps to work with an automation partner that understands your needs.
Read More
6 Machine Shop Essentials to Stay Competitive
If you want to streamline production and be competitive in the industry, you will need far more than a standard three-axis CNC mill or two-axis CNC lathe and a few measuring tools.
Read More
High RPM Spindles: 5 Advantages for 5-axis CNC Machines
Explore five crucial ways equipping 5-axis CNC machines with Air Turbine Spindles® can achieve the speeds necessary to overcome manufacturing challenges.
Read MoreRead Next

Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More