
Single-Spindle Productivity
High speed, five-axis machining on single-spindle machine tools helps this aerospace shop meet the demand for rapid, single-piece work flow.

Share












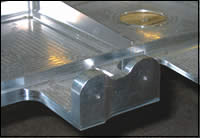
These scalloped features can be machined without additional setups by virtue of the five-axis contouring capability of the new machines.
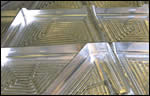
Numerous pockets with thin walls and floors characterize large airframe components milled from aluminum plate. High speed machining makes a single-spindle, five-axis machine more productive in such work than a multi-spindle machine cutting three of the same parts at a time.
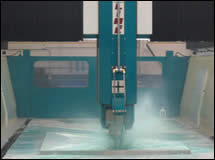
The beds of the new vertical machines are 12 feet wide and 60 feet long. Effective use of this work area is an advantage in a low-volume, high-variety production strategy.

This workpiece, cut from plate, demonstrates the capabilities of the new horizontal machine. The contour of the tall, thin walls and the amount of material removed to leave them standing are remarkable.

Several three-spindle gantry machines will be retrofitted with faster, more powerful spindles and more responsive control systems to make them suitable for milling titanium.
Factories full of multi-spindle gantry mills used to be one of the main characteristics of the aerospace industry. These machines were busy cutting three, four or five aluminum parts at a time. Typically, parts were roughed on one machine and then finished machined on another, as batches moved slowly but steadily toward the assembly department, shipping or an inventory storage area. Considerable handwork was required along the way.
Most aerospace shops don’t look like that anymore. They are much more likely to look like GKN Aerospace in St. Louis, Missouri. There, large single-spindle machines operating at much higher spindle speeds and feed rates have become the main machining resource for large aluminum aircraft components. Single-piece workflow has largely replaced batches. Handwork is on the way out.



A few years ago, when this plant became part of Boeing after its merger with McDonnell Douglas, the plant resembled the typical shop full of multi-spindle gantry mills. Batches of airframe components—mostly aluminum—were processed in several departments and traveled quite a distance through the plant until complete. Work in process was not considered a big problem.
The plant started to take on a new look when GKN Aerospace acquired the facility in January 2001. GKN Aerospace is part of GKN PLC, an international corporation that is now a major global supplier of automotive components and systems as well as a supplier of advanced composite and high performance alloy structures for aerospace. In this sector, GKN Aerospace is a prime contractor to Airbus, Boeing, Lockheed-Martin and several jet engine manufacturers. With the acquisition of the St. Louis facility, GKN became a core strategic partner to Boeing Military Aircraft and Missile Systems Group. The U.S. headquarters for GKN Aerospace were established in St. Louis at the same time.
Time Of Transition
“During the due diligence period of this acquisition, our organization recognized that much of the equipment in the factory was outdated technology,” says Mike Beck, COO and site executive of the St. Louis site. “The business model that we acquired needed to be transitioned from a feeder shop into a world-class, state-of-the-art company focused on high variety and lower volumes.”
This transition was needed because the aerospace industry as a whole has been in transition. Military and commercial aircraft are being produced in smaller numbers today. Single components tend to be larger and more complex because designers are developing monolithic structures that replace assemblies of smaller parts. Tolerances are tighter, too, because manufacturers want to eliminate costly handwork and shimming. Both geometry and surface finish must be much better.
These conditions have prompted aerospace shops to adopt lean manufacturing. GKN Aerospace is a good example of lean manufacturing in action. Lean manufacturing is an umbrella term for a variety of techniques that focus on eliminating wasted time, wasted motion and wasted material. As a production strategy, lean manufacturing emphasizes streamlined work flow and minimal work in process. “We want to be able to make parts in the exact quantity and timeliness that meets our customers needs—no more, no less,” says Steve Pickett, vice president and general manager of the Metal Structures division.
At the time of the acquisition, however, the plant had more than 50 three-spindle, gantry-type machines. These machines represented the mainstay of its aluminum machining capacity. It was clear that these machines no longer suited the production strategy required by low volume, high variety work.
According to Mr. Pickett, the company responded with a capital modernization program for Metal Structures that would eventually result in an investment of $17 million during the next 3 years. This investment included the purchase of new machine tools as well as the restructuring of the plant into product cells instead of segregated departments. This meant moving or repurposing equipment so that workpieces could be completed within a self-contained area of the factory. Part handling, setups and queue time could be reduced or eliminated.
The centerpiece of this modernization program is the firm’s acquisition of three high speed, five-axis machines built by Henri Linè in Granby, Ontario. IMTA Inc. (Rockford, Illinois), which handles sales and marketing of Henri Linè machines in North America, facilitated the engineering and installation of these Powermill machines. The first of two vertical machines was installed in June 2002; the second in November 2002. A horizontal version arrived in May 2003 and will be online late in the first quarter of 2004.
One Spindle Outpaces Three
The impact of the vertical machines on production flow has been considerable. The two machines essentially replace the output of five of the three-spindle machines, says Mr. Pickett. The single-spindle machines have the advantage because of their high-power/high speed capability, the flexibility of five-axis machining and options for efficient setup.
Linear motors on the X and Y axes and the 90-hp spindles reach a maximum of 1000 ipm in aluminum. Spindle speeds as high as 24,000 rpm complement the speed in the axis motion. The toolholder interface is HSK63-A.
“We’re currently producing about four times more aluminum parts in the same amount of time as we did with our three-spindle machines,” says Mr. Pickett. In terms of leadtimes, Mr. Pickett points out one monolithic airframe part that formerly required 72 hours to complete with the three-spindle machines. Today, this part is completed in only 12 hours.
The new machines have a working area that is 12 feet wide and 60 feet long. Although some of the three-spindle machines can match this work area, the single-spindle machines use the space more efficiently. In order to use three spindles simultaneously, the work area must be divided into three parallel sections of relatively narrow width. This constraint imposed additional setups for certain large parts with geometry that could not be reached by spindles positioned side by side. GKN Aerospace takes advantage of the full width and length of the beds on the new machines by nesting parts in the aluminum plate and by using multi-part setups, often right- and left-hand versions of the same part.
Cutting tool usage is also more efficient with one spindle rather than three. For one thing, the new machines are equipped with automatic toolchangers, whereas cutting tools had to be changed manually on the three-spindle machines. For another, with a single spindle, only one cutting tool has to be prepared, as opposed to three that have to be carefully matched to achieve consistent results in multiple workpieces. Thus, the single-spindle machines require a smaller cutting tool inventory. Tool preparation procedures are simpler.
Of course, because the new machines are designed for high speed operation, the shop must use premium grade solid carbide cutting tools in balanced toolholder assemblies. “The runout on these tools is so low that they are inherently capable of producing better surface finishes,” Mr. Pickett says.
Fewer setups is another key aspect of the single-spindle machine’s efficiency. Reducing setups is a plus in any manufacturing strategy, but it is imperative in lean manufacturing. Because the new machines are both fast and powerful, roughing and finishing operations are usually performed in single setup. The five-axis capability of these machines also eliminates additional setups for parts with geometry requiring tool orientation past the 20 or 25-degree limit of tool rotation on the three-spindle machines. The single-spindle machines feature gear-driven rotary heads capable of orienting a tool 100 degrees from the vertical. GKN finds that this capability is particularly useful in machining the scalloped profiles and angular holes on the sides of certain airframe parts, for example.
The single-spindle machines are equipped with GE-Fanuc Series 150i CNC units. These controllers are designed for the high speed processing required by high speed machining. “Where we really see the benefit is in the ability to machine corners accurately and quickly by judicious deceleration and acceleration of feed rates,” says Mr. Pickett. Because so many of the metal removal operations in aluminum aerospace parts involve numerous pockets with thin walls, the ability to cut smooth corners is a tremendous advantage.
According to Mr. Pickett, GKN Aerospace, in conjunction with IMTA, has developed special pocketing techniques that avoid cutting inside corners for faster cutting and longer tool life. Other special techniques that take advantage of high speed machining capability allow the shop to machine floors as thin as 0.040 inch without the need to place backup material behind the part. These machining techniques also provide the benefit of minimizing warpage and producing surface finishes that do not require hand blending.
Enabling An Upgrade
In addition to the impact that high speed, five-axis machining has made on reducing cycle times for aluminum components, this technology also gives the plant a substantial amount of additional machining capacity. By alleviating the workload on existing equipment, the company is now able to upgrade a number of its three-spindle machines for machining of titanium.
In 2004, four of the three-spindle machines will be retrofitted with faster, more powerful spindles and new CNC units and servo systems. Although the upgraded machines will be significantly more productive in machining titanium, they will not be able to match the power and speed of the single-spindle machines. “This is a strictly economic decision,” Mr. Pickett explains. “Upgrading these machines calls for a fraction of the investment required for new equipment.”
Additional machines may be upgraded next year, depending on the volume of titanium work generated by new and ongoing aircraft programs. Lessons learned from the shop’s experience with the single-spindle machines will be applied to machining titanium on the upgraded three-spindle machines. For example, using all three spindles of these machines will not be a priority, says Mr. Pickett. “We may use these machines as single-spindle mills if that’s sufficient to maintain the proper part flow and minimal work in process.”
Horizontal Machining Closes In
The third Powermill from Henri Linè is a horizontal five-axis machining center. This machine incorporates two hydraulically actuated worktables that may be positioned horizontally to facilitate loading heavy workpieces. When the worktables are hinged up to vertical positions, they act as doors that enclose the machine at the same time they are positioning work for machining.
Horizontal machining allows flood coolant to be applied more effectively, with better containment of oversplash. Chips can be flushed out more readily, which is a benefit when cutting deep pockets. When this machine is fully operational, the combination of better chip management and coolant application is expected to yield a 20 to 30 percent improvement in throughput compared to the vertical machines when machining the same parts.
Embracing Lean
Although Mr. Pickett and the Metal Structures team are justly proud of the successful transition underway at GKN Aerospace, they don’t attribute success simply to new machining technology. High speed, five-axis machining contributes an important competitive advantage, for sure, but this advantage can be duplicated elsewhere.
Mr. Pickett believes that the company enjoys a more distinct advantage in the way the shop has moved to lean manufacturing. “You can impose cellular manufacturing, kanban, single-part work flow and other lean techniques, but the essence of lean manufacturing is creating an environment that allows operators and shopfloor supervisors to be listened to and heard,” he says. Employees may be asked to adopt the techniques of lean manufacturing, but inspiring them to embrace the concepts behind these techniques is much more important. The commitment to rooting out waste has to come from within.
“Our approach to lean manufacturing has been to explain the objectives and act on the suggestions of the people involved,” Mr. Pickett says. At first, this may require patience on the part of management eager to see the results of lean, but shopfloor personnel will develop their own sense of urgency when they see how the transition benefits them as much as anyone.








Related Content

In Moldmaking, Mantle Process Addresses Lead Time and Talent Pool
A new process delivered through what looks like a standard machining center promises to streamline machining of injection mold cores and cavities and even answer the declining availability of toolmakers.
Read More
Mazak VMC Provides Versatile Machining of Complex Parts
The VC-Ez 20X vertical machining center features a 25-hp 12,000-rpm CAT-40 spindle with a 30-tool-magazine automatic tool changer.
Read More
The Benefits of In-House Toolmaking
The addition of two larger gantry routers has enabled a maker of rubber belting products to produce more tooling in-house, reducing lead times and costs for itself and its sister facilities.
Read More
Mitsui Seiki's Compact VMC Offers High-Precision Milling
The VL30 series is designed to machines high-precision mold inserts for medical, packaging, industrial and aerospace applications.
Read MoreRead Next

Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More