
Single-Pass Vs. Multi-Stroke: The Ins and Outs of Honing
Two principal honing processes are available. It’s important to choose the right one for the application requirements.

Compressor bodies, because of bore length and surface finish requirements, are typically honed with the multi-stroke process.
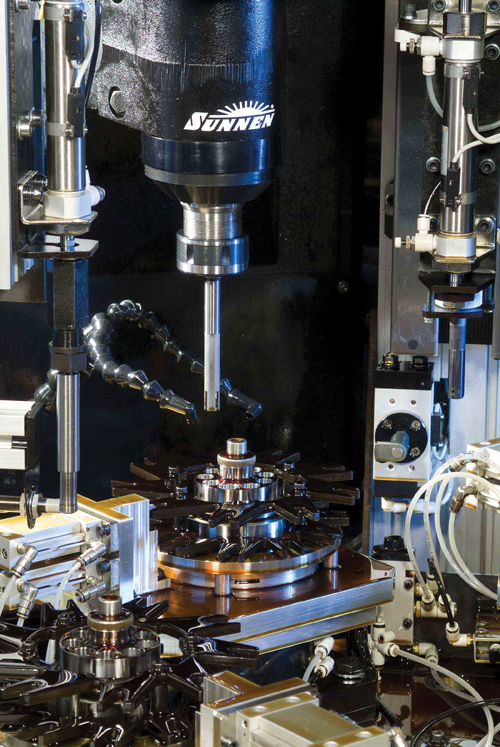
Piston pumps used in hydraulic flight control systems have clearances of 0.005 mm between moving parts, requiring precise bore size, roundness and straightness. The photo shows wobble pump bodies in a multi-spindle honing machine equipped with air gaging stations between spindles. This machine can control bore size to within 0.00025 mm.
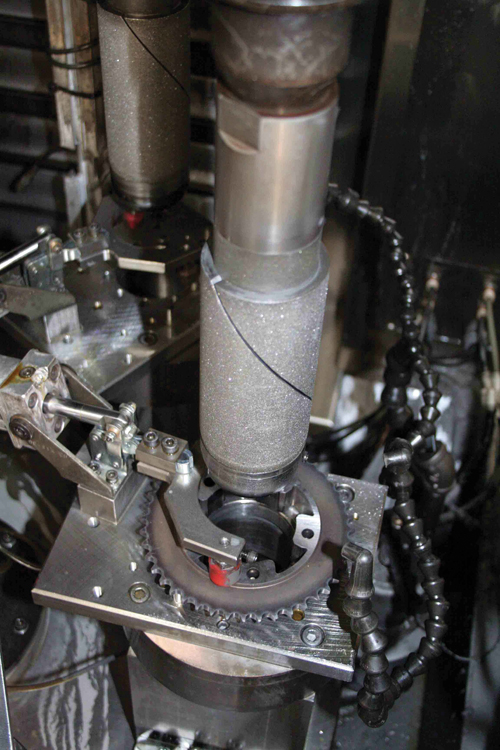
Here is a single-pass honing tool. The powder-metal part has a relatively short but segmented bore, making it ideal for single-pass honing. The machine produces more than 4,000 parts per day with 50-micron roundness and 80-micron total tolerance.

A short bore makes rocker arms ideal for single-pass honing.
Share







ECi Software Solutions, Inc.
Featured Content
View More



Takumi USA
Featured Content
View More





Hwacheon Machinery America, Inc.
Featured Content
View More



With higher performance required from turbochargers, steering knuckles, gears, fuel systems and valves, honing is being used more widely. It can make an already “good” bore into one that is round and straight to a fine degree of precision, with high process capability and accuracy measured in tenths of a micron. However, with two principal honing processes available—single-pass and conventional multi-stroke—it’s important to match the capabilities of each to the application requirements.












Related Content

Ford Partners With Rockwell Automation to Advance EV Program
The companies will jointly collaborate on assembly tooling designs and architectures that will increase speed to market.
Read More
Eliminating Automotive Defects Per Million With Automated Visual Inspection
This automotive manufacturer virtually eliminated PPM defect complaints after implementing an automated visual inspection system at its facility.
Read More
Arch Cutting Tools Acquires Custom Carbide Cutter Inc.
The acquisition adds Custom Carbide Cutter’s experience with specialty carbide micro tools and high-performance burrs to Arch Cutting Tool’s portfolio.
Read More
4 Tips for Staying Profitable in the Face of Change
After more than 40 years in business, this shop has learned how to adapt to stay profitable.
Read MoreRead Next

Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More