
Simulation Software Keeps Tool Maker On Cutting Edge
As a supplier of metal-removal tooling for more than 100 years, Ingersoll Cutting Tool Company (Rockford, Illinois) has sought to help manufacturers remain competitive by providing innovative and productive metal-removal solutions. Since the early 1990s, the company has used Vericut software from CGTech (Irvine, California) as a component of its manufacturing process.
Share









Autodesk, Inc.
Featured Content
View More



ECi Software Solutions, Inc.
Featured Content
View More


Hwacheon Machinery America, Inc.
Featured Content
View More


Takumi USA
Featured Content
View More

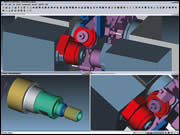
The software detects a collision before the NC program is sent to the actual Mazak Multiplex 6200 on the shop floor.

By incorporating full machine simulation software, Ingersoll has the programming process for a new machine setup before the machine tool hits the floor.

Pictured here is a cut part after a simulation of the material removal in Vericut.
As a supplier of metal-removal tooling for more than 100 years, Ingersoll Cutting Tool Company (Rockford, Illinois) has sought to help manufacturers remain competitive by providing innovative and productive metal-removal solutions. Since the early 1990s, the company has used Vericut software from CGTech (Irvine, California) as a component of its manufacturing process.
“We have had Vericut in production for so long, I think that it is taken for granted,” says Paul Gerardy, systems engineer. “With our shop primarily running five-axis programs, machine crashes were a factor in our decision to implement the software. It keeps the spindles in the shop turning. Now, we rarely have crashes, and we no longer provide setup pieces for NC program prove-out.”



The NC programmers at Ingersoll also rely on the simulation software to prevent mistakes when programming complex, five-axis parts. The verification software that simulates from post-processed code allows the user to detect errors before they happen on the shop floor. Many CAD/CAM systems output program data as an APT/CL translator program or in ASCII neutral format. This data defines the principal tool path, speeds and feed rates as a machine tool-independent generic NC program. The post-processor receives this file and converts it to the specific machine tool instructions required to control the axis motion, tool changes, cutter compensation, coolant pumps and more. Unless discovered by the independent verification software, errors that are introduced at this stage will go undetected until a machine crash occurs or during a manual prove-out run, the company says.
Vericut can prove-out the machine and post-processor before they arrive in the shop. “We try to have the programming process for a new machine setup before the machine tool hits the floor,” Mr. Gerardy says.
The capability to simulate NC programs from post-processed code became critical when the company was forced to change CAM systems from a mainframe-based APT system to Pro/NC. The time frame for the transition was tight, because the company had just 3 months before it would lose access to the mainframe. Because the software was independent from the CAM system or post-processor, it facilitated a smooth transition.
“It was like Y2K all over again, except we knew exactly what we were up against,” says Mr. Gerardy. “Not only did we lose our CAM system, but we also lost all of our post-processors. After that, we purchased ICAM to post-process Pro/NC CL data. It was nice to have at least one component of the NC programming process that we could count on. You could say that the software was a firewall between the office and the shop, and it smoothed out the transition to Pro/NC.”
The software is a key part of the company’s tool assembly building routine. Ingersoll does not use pre-defined tool assemblies, but rather, it relies on the software to determine the minimum extension length for each tool assembly. That information, along with minimum and maximum gage-length information that is output from the post-processor, enables the company to select the most rigid tool assembly for the job.
“The machine operators are confident about this method because they know the tool assembly we specify will not cause a collision,” says Mr. Gerardy. “As a systems engineer, I like the ease with which I am able to configure the software for automation. We like to automate everything we can for the NC programming group. Vericut allows us to do just that.”
According to the company, the capability to automate the verification process is crucial because the company’s NC programmers create numerous programs per day. So it is imperative that the software is not a cumbersome part of the process.
A small reduction in machining time can translate to substantial savings over the course of a single production run, the company adds. Mr. Gerardy and System Engineer Pete Risley implemented the NC program optimization software into their manufacturing processes. As a result, every NC program sent to the shop is first optimized using the OptiPath module. Consequently, a few extra minutes spent early in the programming stage can save time at the machine.
OptiPath works by analyzing either the post-processed NC program (G-codes) or the direct CAM system output. It then divides the tool motion into smaller segments determined by user-defined settings in the software. By analyzing the amount of material removed in each segment, the software assigns the ideal feed rate for each cutting condition encountered, says the manufacturer. It then outputs a new NC program, which is identical to the original one but features improved feed rate settings. The software does not alter the toolpath trajectory.
“When we first implemented the module, our operators were skeptical,” says Mr. Gerardy. “However, it wasn’t long before the operators were calling the NC programmers and telling them when they forgot to optimize the tape. Our NC programming group pumps out a lot of programs every year. We have implemented OptiPath in such a way that it only adds a few minutes to their programming process, if anything.”
Even though the optimization process may seem like an extra step, it can simplify programming.
“With OptiPath, the programmers do not have to be quite as picky about inefficient portions of the tool path because the module will take care of it,” Mr. Gerardy says.
In addition to more efficient feed rates, optimized NC programs typically result in parts with better surface finishes, the manufacturer says. Additionally, the optimized programs are said to produce constant chip load. Therefore, tools may last longer, and machines can run smoother.
“It seems like the more complicated jobs are the ones that we really see big savings,” Mr. Gerardy adds. “When we first implemented OptiPath, we had the NC programmers record time savings for every job that they processed for about a year.”












Read Next

Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More