
Shop Uses HMC to Become Serious Contender
By investing in horizontal machining centers, L.B.G. Machine was able to increase the productivity necessary to take on high-precision work.

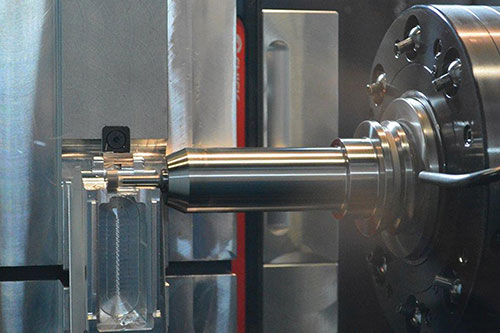
The horizontal orientation of the Doosan’s spindle enables L.B.G. to access more sides of a part, reducing setups and increasing production efficiency.

From left to right, Kyle Noraas, shop manager, Jody Snyder, main HMC programmer, and Gene Heisner, owner, discuss the FANUC control panel of the Doosan HC 400 horizontal machining center.
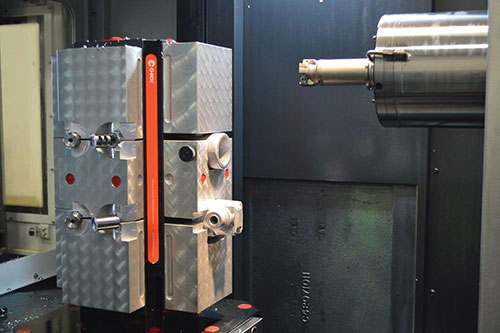
L.B.G. equipped each pallet with a four-sided fixture from Chick Workholding Solutions to hold different quantities of several different parts—all of which can run in a single machining cycle. Each HMC has two of these tombstones, which enable jobs to be fixtured on one while parts are running on the other.

These two rifle parts (each shown from two angles) are examples of the parts machined on the HC 400. The rectangular “mag well” at the left is made from aluminum and accepts the rifle’s cartridge magazine. The steel cylindrical compensator on the right started on a turning center and finished on the HMC because of the complexity of the angular slots.

These aluminum manifolds (bars) and valve bodies (blocks) are currently machined on VMCs, but Gene Heisner plans to move these two jobs to his HMCs to save time and take advantage of the machines’ better chip evacuation systems.
Share












It would have been a waste of time to quote multifaceted jobs on his existing vertical machining centers (VMCs), says Gene Heisner, owner of L.B.G. Machine Inc. (Allentown, Pennsylvania). According to Mr. Heisner, his company simply could not have produced the parts anywhere near as efficiently as it did once he purchased a horizontal machining center (HMC) from Doosan Infracore (Pine Brook, New Jersey). Since implementing HMCs, the company has increased its efficiency, and in turn, increased its competitiveness.
From starting L.B.G. in his garage 25 years ago to meeting a 21-employee payroll today, Mr. Heisner has been on a path of continuous improvement. In fact, he recently had the opportunity to grow his job shop business by bidding on two long-term contracts in 2012. The first bid was to provide five- and six-sided machining for various hydraulic components, and the second was to produce a high-finish, close-tolerance, prismatic gas-well part from 718 Inconel.



In order to be a viable contender for these jobs, L.B.G. needed more speed, versatility and capabilities than its six VMCs could provide. Machining the new parts would have taken considerably more time on the VMCs, and the geometric tolerances of the Inconel part would have been too close to maintain if it had to be moved from vise to vise to complete all sides. In search of a more efficient and cost-effective option, Mr. Heisner purchased a Doosan Infracore model HC 400 high-performance HMC from Precision Machine Tool Solutions, a regional Doosan distributor.
Standard features of the HC 400 include FANUC controls, an automatic pallet changer, and an all-axis guideway designed to increase speed, accuracy and productivity. Tool transfer time is 1.5 seconds or less for tools weighing less than 7.5 kilograms. The machine is capable of Y-axis rapid traverses of 40 meters per minute (131.2 feet per minute), and the 400- by 400-millimeter (15.7- by 15.7-inch) table can handle a maximum load of 400 kilograms (881.8 pounds).
According to Mr. Heisner, the HMC’s added capacity was a leading factor in L.B.G. winning both long-term contracts, plus other high-productivity, high-precision jobs. In fact, less than a year after the HMC was installed, the company purchased a second HC 400 to accommodate new precision machining work from a customer that manufactures firearms. The speed and efficiency of the HMCs have enabled Mr. Heisner to shift his manufacturing base to more multifaceted parts cut from a variety of metals, including Inconel, 416 stainless steel, 4140 heat-treated steel, and various grades of aluminum.
Originally, Mr. Heisner planned to use the first HMC to improve his manufacturing process and reduce cycle times on parts he was cutting on VMCs for longtime customers—parts for filtration equipment and pneumatic and pharmaceutical machinery. However, he has not yet shifted any of these jobs from the verticals to the horizontals. “We’ve just been so been overwhelmed by the volume of new work we’ve been getting,” he says.
According to Mr. Heisner, if the shop were to slow down or lose any work on the horizontals, he could easily move some of the jobs currently running on the verticals. “Even if a job can be done on a vertical, in a lot of cases, it can be done more efficiently and competitively on a horizontal,” he says. “We can get at more sides of the part.”
With their 60-tool magazines, the Doosan HMCs require less loading and fewer tool changes than a VMC, an attribute that enables the company to keep jobs set up. For repetitive parts, machine operators just snap in new jaws. In fact, setup on an HMC can be as much as 90 percent faster than on the company’s VMCs. As an added benefit, the tombstone rotates, so operators can fixture more blanks than on a VMC, Mr. Heisner says.
Each HMC is equipped with two tables to further maximize production. While one table is running a job, the other can be loaded (fixtured) or unloaded. The company mounted a four-sided fixture, manufactured by Chick Workholding Solutions (Warrendale, Pennsylvania), on
each pallet. The fixture features eight sets of jaws, which enable the programmer to maximize production based on the size, shape, quantity and type of machining operation. Most of L.B.G.’s jobs yield four, eight or even 16 completed parts every time the tables change stations.
Mr. Heisner currently runs his machines in three shifts, 24 hours a day. A single technician can operate both HMCs while performing other operations, such as deburring parts. While some deburring is done by hand and in a tumbler, deburring on the HMC is more efficient. Gravity makes chip removal easier with the horizontal spindle orientation.
If there is one drawback to a horizontal, it is that the initial setup takes longer and requires more skill than a VMC, Mr. Heisner says. It requires operators and programmers to think in terms of multisided fixture versatility concerning pallets and machining parts. However, once the machine is set up, it is highly productive, he says.
The horizontals have given employees the chance to improve their expertise, which Mr. Heisner says has helped L.B.G. take on advanced product lines that demand more from the company’s programmers and operators. For instance, the company is doing more four-axis programming and indexing for complex machining operations that require tight tolerances.
With the right equipment and employee know-how, L.B.G. Machine has been able to build its business. In fact, Mr. Heisner says he plans to purchase more HMCs to keep up with anticipated customer demand.
“Manufacturing in this country is now all about high productivity and precision,” he says. “We want to take whatever steps are necessary to position our shop competitively. We’re always trying to plan for the future to increase our capabilities, efficiency and productivity. Each time we add capabilities, we start looking ahead to our next move.”












Related Content

Inside a CNC-Machined Gothic Monastery in Wyoming
An inside look into the Carmelite Monks of Wyoming, who are combining centuries-old Gothic architectural principles with modern CNC machining to build a monastery in the mountains of Wyoming.
Read More
The Future of High Feed Milling in Modern Manufacturing
Achieve higher metal removal rates and enhanced predictability with ISCAR’s advanced high-feed milling tools — optimized for today’s competitive global market.
Read More
How to Determine the Currently Active Work Offset Number
Determining the currently active work offset number is practical when the program zero point is changing between workpieces in a production run.
Read More
Where Micro-Laser Machining Is the Focus
A company that was once a consulting firm has become a successful micro-laser machine shop producing complex parts and features that most traditional CNC shops cannot machine.
Read MoreRead Next

5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More