
Setting Tools Makes Small Shop Sense
Some people think tool presetting can be justified only in large operations. This Arizona shop shows how it makes sense almost anywhere.

Share












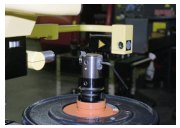
The tool is measured in its holder, and it can be rotated in the spindle to get multiple perspectives if required. DG uses two different toolholder taper sizes, which are accommodated inthe presetter with adapters. A high-accuracy option holds runout accuracy of 3 microns when switching from one adapter to another.

The optical tool presetter provides a full profile of the cutting edge with a display resolution of 0.00004 inch. The software will calculate tool nose radius as well as cutter angles.


Bill Price makes sure all tools for a job are prepared before the setup begins.
Effective isn't always complicated. Take DG Industries for example. This Phoenix, Arizona shop specializes in making high quality aircraft parts and assemblies, and their extensive knowledge in how to machine these difficult work pieces makes the business go. Beyond that, however, the philosophy on how to run the shop is keep it simple.
That certainly applies to how the shop manages tooling, but make it efficient applies too. DG once went the traditional route of keeping a central tool crib and letting each machinist more or less fend for himself, gathering tools and then going back to his machine to execute the setup. Now the company has a much more streamlined method. The crib attendant, who only really managed inventory before, has been replaced with a skilled machinist who understands how and when each job is going to run. Now he kits the tools for each job, and measures each tool tip off-line. That way tools are gathered and offsets are established before machinists begin their setups.



And that is saving a huge amount of time. Here's how tool setting makes the difference in this 25-person shop.
Getting Started
A lot of people have trouble seeing the payback potential for a tool presetter in a shop the size of DG's, and initially, so did they. Basically, the tool crib supports eight machining centers that do the bulk of the work, along with a range of peripheral equipment. DG had a highly skilled and experienced group of machinists who were not only capable of doing their own setups, they could sharpen tools and do much of their own NC programming too. With only a handful of machines to set up and with that kind of talent in the shop, why bother with a centralized tool setting system?
According to shop manager William Rogers, the idea initially came from one of DG's best customers, Allied Signal. "They are very proactive in working with suppliers to help improve their quality and cost systems," he says. "They suggested that having a better command of tooling-related issues would contribute on both counts."
The more Mr. Rogers thought about it, the more he had to agree that there was potential for the shop to grow more efficient by implementing some of their customer's suggestions. So he began work on a new setup strategy for the shop, complete with flow charts and a cost justification. He looked both at the cutting processes and at setup, and he quickly came to the conclusion that there was little to be gained in cycle time reductions. Setup reduction was quite another matter, however, and by the end of his investigation Mr.. Rogers was convinced that DG could at least cut setup time in half through better handling of tooling. If so, that would recover well over $200,000 worth of machine time for production over the course of a year.
The heart of the problem was that responsibility for getting tools together for a job rested entirely with the machinists, and that simply had them spending too much time scrounging around the shop for everything they needed to get a job up and running. The complicated parts that DG machines often require that 25 or more tools be changed for a job. Sometimes all the tools could be found in the crib. But just as likely, some were out at other machines and it took extra time to run them all down. Then when the machinist finally did locate everything he needed, each one of those tools had to be loaded and touched off manually to establish the initial tool offsets. Then trial parts had to be carefully cut and closely examined to make sure the setup was ready for production.
With the new plan, however, responsibility for all tool preparation work for jobs would be shifted to the tool crib, including the off-line establishment of individual tool offsets. That, of course, would require a new level of capabilities in the crib including the acquisition of a tool presetter. It would also require a different skill set—that is, the skills of someone who intricately understands the machining process as well as setup procedures, and of course someone who could be counted on to reliably kit and measure tools. What Mr.. Rogers really wanted was the ability to deliver a completely qualified set of tools for a job to a machining center before the setup began, and then once those tools were loaded, go right into production—no on-machine touch-offs, no trial parts.
Making It Happen
What the new tool preparation system required was some investment in equipment and a large dose of discipline. As for the equipment, DG bought a Speroni tool presetting system from KPT Kaiser Precision Tooling (Elk Grove Village, Illinois), about a $32,000 investment. The presetter allows tool edge profiles to be exactingly measured as the tool rests in its holder so that offset values can be determined right in the crib. DG also made some additional investment in toolholders, because shop practice is to keep tools in holders all the time, which Mr.. Rogers believes is easily justifiable in simplifying tool management and reducing labor.
As for the discipline, Mr.. Rogers felt so strongly about the need to get tooling issues under control that he assigned one of the shop's most skilled machinists, Bill Price, with total responsibility for job preparation, including tools and fixtures. Now when a job is released to the shop, the routing and tool list first goes to Mr.. Price who gathers and measures all the tools, and then loads them onto a cart that will be wheeled to the machine for the setup. Initially, Mr.. Price noted all the offset values on the tooling sheet for the job which, along with the rest of the job documentation, was delivered with the tools. Later on, DG added the capability to download offset values from the presetter directly into the CNCs' tool offset registers via the shop's DNC system.
The critical point: Now, no machine setup is begun until all tooling, fixturing and material is ready to go.
The Results
Does the system work? Mr.. Rogers looks at their results in several ways, and all are encouraging. As for the objective to go right into production with no trial cutting, DG is mostly there. "We do it with everything but the precision boring," he says, and that's mainly a matter of being careful with some of the extremely demanding hole tolerances they hold on a routine basis. Current practice is to set the boring heads a bit undersize and then make a single adjustment after the first cut. And for the moment DG is happy with that practice, though Mr.. Rogers believes that holding first part bore tolerances of 5 "tenths" (0.0005 inch) is achievable with their presetting system.
On the other milling and drilling tools, it did take the shop's machinists some time to grow confident that the presets really were reliable, and so eased into aggressively going after first-part production. In time that confidence has grown, however, particularly given Mr.. Price's track record for getting the tool measurements right. In a whole year of operation, DG has dramatically reduced their setup scrap rate as a result of the presetting procedure—a far better performance than was achievable under the old methods.
An indirect benefit of the new discipline is that it provides a means to identify tool availability problems—indeed, it forces the issue—before a machine goes into setup mode. Checking out all the tools beforehand allows more time to deal with shortages, be it ordering more tooling, or substituting replacement tools and making any necessary programming changes to accommodate the switches. And, importantly, these activities happen off-line rather than having people scramble to recover while a machine sits idle.
There are qualitative benefits as well. Mr.. Price believes that tools are running truer from the start because of some problems the toolsetter helps detect. For example, it is now possible for him to measure tool runout within the holder, and he can correct some unacceptable conditions right on the spot. There is also the elimination of the occasional cracked insert that previously resulted from "touching" the tools a little too hard when they were touching off on the machine.
As for the quantitative setup reduction projections, while it's hard to make a blanket statement on how much tool setting has saved, Mr.. Rogers is firmly convinced that it has at least done what he originally projected, and probably more. To prove his point, we took a look at some historical cost data on repeat jobs the shop had been running for several years. In one representative case, a 100-piece job had averaged between 60 and 100 hours of setup (for multiple setups of several different pieces of an assembly) between 1993 and 1996. However, once the job was run under the new system, setup was cut to 33 hours and 50 minutes. And a random check of several other repeat jobs showed equal or better results.
On balance, Mr.. Rogers believes DG has increased their spindle utilization by about 20 percent. He figures about 75 percent of the setup time savings comes simply from making sure all the tools are ready for a new setup, and the other 25 percent comes from the elimination of the need to touch off each new tool as it is loaded.
And for the financial ramifications, there is little question at DG that better management of tooling has been to their gain.








Related Content

PowRgrip Responds to Three Tooling Trends
Rego-Fix’s PowRgrip tooling system has expanded over the past 20 years to incorporate a wider range of tool sizes, as well as automation.
Read More
Five Common Mistakes Shops Make with ER Collets (And How to Prevent Them)
Collets play a crucial role in the machining process, so proper tool assembly and maintenance is important. Here are five potential pitfalls to avoid when using ER collets.
Read More
Simulation and Tooling Secure High-Value Work
Simulation software and careful attention to tooling parameters have enabled Major Tool to take on ambitious projects with its complex machinery.
Read More
Rego-Fix’s Center for Machining Excellence Promotes Collaboration
The new space includes a showroom, office spaces and an auditorium that will enhance its work with its technical partners.
Read MoreRead Next

Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More