Self-Reversing Tapping Head Speeds CNC Production Job
When Prestige Precision Products (PPP), a shop in Rochester, New York, began ramping up for a recent high-production job, it made a substantial investment in new equipment dedicated to the project. Among the acquisitions were a new HMC with a pallet changer, customized tombstone fixtures for the pallets and some innovative tooling items. The part, an aluminum component for the automotive industry, had one hole to be drilled and tapped.

Share



Hwacheon Machinery America, Inc.
Featured Content
View More
















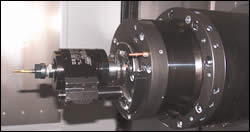
The self-reversing tapping head is loaded in the spindle by the automatic tool changer of the horizontal machining center. A stop arm on the head activates the self-contained reversing mechanism inside.

Eric Barnard holds the Tapmatic self-reversing tapping head that drastically reduces cycle time for finishing holes on the aluminum parts produced in high volume on the HMC behind him.
When Prestige Precision Products (PPP), a shop in Rochester, New York, began ramping up for a recent high-production job, it made a substantial investment in new equipment dedicated to the project. Among the acquisitions were a new HMC with a pallet changer, customized tombstone fixtures for the pallets and some innovative tooling items. The part, an aluminum component for the automotive industry, had one hole to be drilled and tapped.
It was obvious that speeding up this holemaking operation would significantly improve the overall cycle time. In fact, the technology adopted for this operation reduced cycle time by 65 percent. By using a self-reversing tapping head, the holes could be tapped at full speed because the spindle did not have to speed up, slow down, reverse direction and speed up again to complete each hole.



PPP, founded in 1981 by David W. Binn, originally supplied dies, fixtures and gages to the local manufacturing community. Several years later, it entered the precision machining arena and applied the same level of quality to this business as it did to dies and fixtures. The company made CNC turning its specialty by acquiring a variety of multi-axis CNC turning centers.
The need for efficient secondary operations led the company to build its CNC milling capability, a capability that soon attracted jobs machining pump and valve bodies, office product components and automotive parts. A multi-year contract for these aluminum components is the latest evidence that this machining center work continues to grow.
Based on recommendations from Tim Presicci at Boldt Machinery, Inc., PPP purchased an NH4000 DCG from Mori Seiki (Rolling Meadows, Illinois). Installed in May 2006, the machine was chosen specifically for its speed and accuracy. According to Eric Barnard, manager of CNC milling at PPP, this machine is just large enough to accommodate the pallet and the tombstone fixture, thus minimizing axis travel and the mass that the machine has to move during the machining process.
Given this emphasis on speed and efficiency, the tapping operation warranted extra attention. PPP’s engineering manager, Matt Binn, knew that Tapmatic Corp. (Post Falls, Idaho) supplied constant-speed, self-reversing tapping heads for high-production CNC applications because the company was using conventional tapping heads from this supplier on existing machines. Tapmatic was eager to see one of these heads prove itself in this application, but it had to make some minor changes to interface with the HMC. After that, installing and using the tapping head was smooth and straightforward.
“All I did was install the head in the toolchanger pocket and copy the sample machining program into the NC code,” Mr. Barnard explains. The spindle speed and the feed rate are the same as those applied to a conventional tapping head, he says.
What makes the difference, he learned, is that the self-reversing capability of the head eliminates the machine reversals required for conventional tapping heads that do rigid tapping. According to Mark Johnson, president of Tapmatic, this allows the machine to run at the actual programmed speed. “With rigid tapping, the machine speed fluctuates as the machine slows to stop, then reverses, then reverses again to tap the next hole, thus never achieving the programmed speed. This not only slows cycle time, but it also shortens tap life,” he says.
For PPP, the new tapping head allows the hole finishing operation on all 32 parts held on the tombstone to be completed in 55 seconds, compared with 2 minutes and 36 seconds for conventional tapping, Mr. Barnard reports, “We hadn’t previously monitored our tap life with rigid tapping, but with the new head we have tapped 6,000 holes with the same tap so far and are still going strong.”
Another benefit is less wear and tear on the machine spindle. “My spindle isn’t constantly switching from forward to reverse, twice for each hole, so I expect this to extend the life of my spindle,” Mr. Barnard explains. Mr. Johnson adds that a self-reversing tapping head reduces energy consumption. “This head uses only one quarter as much power as the machine reversal required by rigid tapping. On the newest machines, you can see the rpm and power consumption continuously during the tapping operation on the control screen, and the savings are obvious,” he says.
At first, the prospect of running the tapping head at the full programmed speed made Mr. Barnard a little concerned. “I was nervous about running the new spindle at 2,000 rpm and moving the machine at the 78-ipm feed rate, but it performed perfectly. Those are the right values for optimum machining of this material, but I’m accustomed to the unnecessarily slower rates associated with rigid tapping,” Mr. Barnard reveals.
He was also pleased with the accuracy of the tapping operation. The hole is 0.510 inch deep but the specs call for the M6×1.0 mm thread to extend extremely close to the bottom of the 0.216-inch diameter predrilled hole. “We check the tapped hole of a sample part from each batch with a thread gage, and we have yet to fail a part,” Mr. Barnard reports.











Related Content

Custom PCD Tools Extend Shop’s Tool Life Upward of Ten Times
Adopting PCD tooling has extended FT Precision’s tool life from days to months — and the test drill is still going strong.
Read More
Emuge-Franken's New Drill Geometry Optimizes Chipbreaking
PunchDrill features patent-pending geometry with a chipbreaker that produces short chips to control machining forces.
Read More
Allied Machine Drill System Provides Enhanced Chip Evacuation
Eastec 2023: The T-A Pro drill body incorporates straight flutes designed for optimized coolant flow and rigidity.
Read More
Darex Adds End Mill Attachment to Drill Sharpener
This LEX600 end mill attachment enables users to sharpen the primary and secondary grind on the tips of two-, three- or four-fluted end mills up to 5/8".
Read MoreRead Next

Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More