
Scratching the Surface
Although this shop has yet to fully explore the capabilities of a new wire EDM’s unique motion system and other precision-boosting features, more incremental improvements have already spurred management to order a second, identical model.


Charlie Mauer (left) looks on as John Mueller adjusts a fixture in the shop’s new MV2400R EDM. The two men were high school friends who started their careers at the same tool and die shop before founding Wire Specialists in 1990.
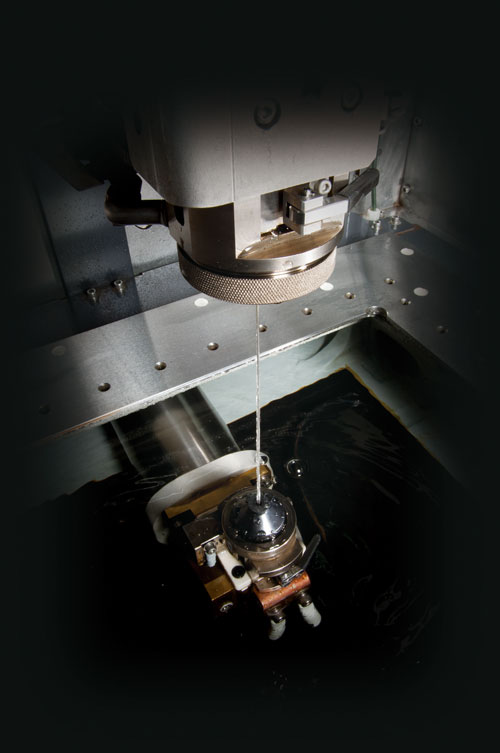
The MV series redesigned automatic wire threader can operate with or without a jet stream to guide the wire
During test cuts conducted by Mitsubishi EDM, the machine threaded the 8-inch-thick workpiece on the right with no jet stream while the part was completely submerged.
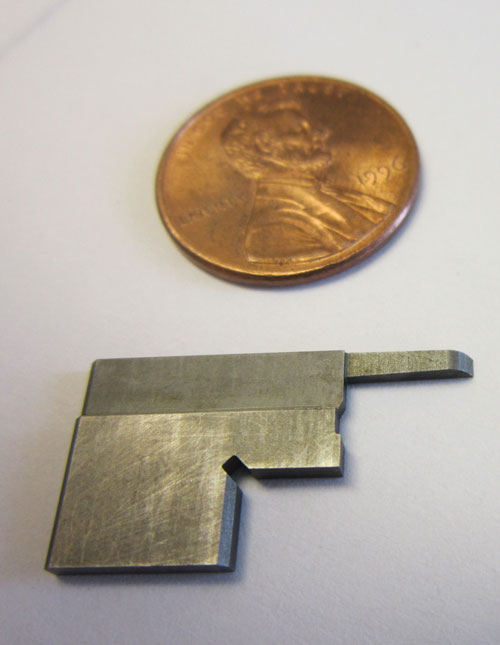
This mold insert is typical of the shop’s work. The small notch visible in the corner of the part has a radius measuring 0.003 inch, and it requires machining a chamfer.
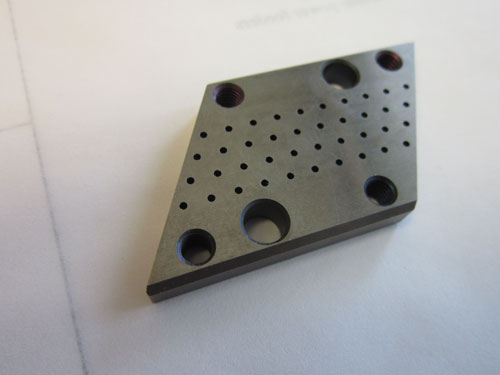
Mr. Mauer cites this insert for a perforating die as an example of a part that would lend itself well to the MV machine’s more reliable automatic wire threader. The holes in the center of the part originally measured 0.030 inch before being wire-cut to a final size of 0.041 inch.
Share










Autodesk, Inc.
Featured Content
View More
Hwacheon Machinery America, Inc.
Featured Content
View More









Job shop co-owners Charlie Mauer and John Mueller say a philosophy of maintaining slow, steady growth is preferable to taking big gambles that might result in overextending themselves. In keeping with that conservative approach to business, they are cautious about purchasing new equipment for their Brookfield, Wisconsin-based shop, Wire Specialists, supplied by MC Machinery Systems, Inc. “While it’s important to keep up on the latest technology, that alone is no reason to invest in new equipment. We make sure to analyze what a machine will really do for us,” Mr. Mauer says.
The most recent machine to undergo this stringent analysis was a new wire EDM that struck the two men as something truly different. Still, the machine’s most notable innovation from an engineering standpoint—a new type of motion system that, to date, hasn’t been used on any other machine tool—played a relatively minor role in their purchasing decision. More important, at least in the short term, were more incremental advances that promised to make significant strides in improving unattended machining reliability, reducing consumable costs and saving time on the shop floor. In fact, the benefits of these advances were such that the new machine had scarcely been up and running before the shop determined it was ready to buy another.



During a recent visit, the co-owners described how they’re benefitting from the machine and its potential for helping win new work down the line.
Carving a Niche
True to its name, Wire Specialists has always considered wire EDM a core competency. Although the 13-employee company is a job shop in the truest sense of the term, it has found a particular niche in high-precision, low-volume parts, especially mold industry components. Approximately 90 percent of these parts require holding tolerances within about 0.001 inch, Mr. Mauer says. While that’s not unusual in the EDM world, he notes that some repeat jobs require precision to 0.0002 inch or better. Approximately 25 percent of all parts run unattended, although he emphasizes that the revenue from these lights-out jobs is disproportionate to their share of the total workload.
Although the company has used machines from a number of builders over the years, Mitsubishi EDM supplied the majority of the machines on the 13,000-square-foot shop floor. These include the shop’s very first machine, a Mitsubishi DWC 90 purchased in 1990 when the co-owners left the tool and die shop where they both started their careers to found Wire Specialists. That and other older, non-submersible models, including early and mid-‘90s-era HA and SA series machines, are still useful for relatively simple parts, while mid-2000s-era FA series machines handle higher-end work. The shop also houses milling and turning equipment to prep parts for the EDMs and to complete jobs that don’t require wire cutting.
A Significant Upgrade
Seeking to replace an aging EDM machine last year, Mr. Mauer and Mr. Mueller initially considered another FA machine. However, news about the release of a new line from Mitsubishi gave them pause. In July, they took delivery of an MV2400R.
As noted above, the most significant difference between the MV series and previous lines is a new type of motion system, which is touted as an alternative to both ballscrews and flat-plate linear motors (for a more detailed description of this technology, see the "Cylindrical Drive Technology" sidebar at the bottom of this page). However, the following developments had a greater impact on the shop’s decision to invest in another MV2400 just a few months after installing the first:
• Redesigned automatic wire threader. The MV series machines use a new type of wire threader that the supplier calls Intelligent Auto Threading. On previous machine versions, the upper rollers and wire guides are mounted in a fixed position on the machine face plate. In this configuration, the contacts that provide power for annealing the wire must be mounted on the wire-threading mechanism itself, which travels with the Z axis. In contrast, in the MV series, the upper rollers and wire guides also travel with the Z axis along with the threading mechanism. This configuration enables mounting the annealing power contacts much higher, right below the upper rollers, while still maintaining a constant distance to the wire-cutting mechanism at the bottom of the threader. As a result, the system can anneal—and thus, straighten—14 inches of wire (the distance between the annealing power contact and wire-cutting mechanism), as opposed to only 5 inches with previous systems.
According to the supplier, the ability to anneal longer lengths of wire improves overall reliability for threading thicker parts, rethreading through the gap after a wire break, and threading submerged workpieces. Additionally, in some cases, a jet stream is no longer required to guide the severed wire into the lower guide. This eliminates problems with interference from the jet stream itself, which can deflect off the workpiece and interfere with threading in applications involving small holes or gaps in the material.
For Wire Specialists, reliable wire threading is especially important because a major hurdle to running ejector pins, core pins and other mold-industry parts without operator attention is the tendency of these parts to contain large numbers of tiny start holes. While the shop’s FA series wire EDMs could reliably thread 0.010-inch wire through holes measuring larger than about 0.040 inch, anything smaller required operator oversight. In contrast, the new system enables automatically threading the same wire through holes measuring as small as 0.020 inch in diameter with 100-percent confidence, Mr. Mauer says. “Before, an operator might have had to return to the machine every 8 or 10 minutes to thread the wire into a new hole. Now, we have the flexibility to run those parts completely unattended.”
Mr. Mueller adds that when the automatic wire threader’s redesigned roller guides begin to wear, they can be indexed and reused a total of four times, whereas previous systems’ rollers could be used only twice. Given the expense of these ceramic components, the shop expects significant consumable cost reductions.
• Enhanced power supply. A far more frequently used consumable, of course, is the wire itself, and the shop reports savings in this area as well. That’s primarily a function of the MV series’ V350 Type 5 power supply and optical drive system (ODS). Like previous power supplies, the V350-V can control spark size and frequency according to different cutting conditions. The difference is that the new power supply can also control spark shape. Meanwhile, a new digital matrix sensor ensures that all of these adjustments can be monitored and controlled at the level of the individual spark, and replacing the hard-wired servo system communication linkages of previous machines with fiber optic cables provides the fast reactions necessary for those adjustments. “With this new technology, the power supply can adapt each individual spark to ensure it takes a bigger bite out of the workpiece than the wire,” explains Greg Langenhorst, technical marketing manager at Mitsubishi EDM. “Electrode wear is substantially reduced.”
For Wire Specialists, the end result is the ability to reduce wire speed without sacrificing straightness or surface finish, Mr. Mauer says. Although he hasn’t performed any side-by-side tests against other machines to quantify the savings, he does note that the MV machine’s 22-pound wire spool is more than sufficient to meet the shop’s needs. In contrast, the shop tended to opt for larger 40-pound spools with previous machines.
• Intuitive control. The fact that the MV2400 EDM’s M700 CNC—the latest from Mitsubishi—has a virtually identical interface to previous versions helped operators get the machine up and running quickly. However, Mr. Mauer says the new CNC also offers various improvements, including new canned cycles that the shop has only just begun to explore.
For example, with Corner Master corner radius compensation, operators can use a slide bar to select the desired level of corner accuracy versus cutting speed, and the CNC adjusts power levels, machining speed and corner geometry accordingly. This capability is particularly valuable for high-tolerance mold inserts. For example, one particular insert requires machining corner radii to within ±0.0002-inch for interchangeability. Keeping size consistent is especially important because the mold in question incorporates 100 of these inserts, and flashing will occur even at 0.0005 inch.
• New power feed contact. Other time savings derive not from major technological enhancements, but relatively simple machine design changes. Perhaps the most notable example is the new carbide power feed contact, which has proven much less time-consuming to index compared to previous versions, Mr. Mauer says.
For example, the FA series machines house a circular power feed contact inside of a small enclosure. Operators have to open the enclosure with an Allen wrench, physically remove the contact, clean and index it, and place it into position back inside the enclosure, again using an Allen wrench. This process typically takes about 9 minutes. In contrast, the MV series uses flat-plate carbide contacts that don’t have to be removed from the machine. Indexing requires only releasing the locking lever, pushing the contact to the next position and relocking the lever. He reports that the whole process takes about 30 seconds.
Looking Ahead
The features described above were sufficient to convince Mr. Mauer and Mr. Mueller to invest in a second MV2400, but both say they have yet to fully explore the full capabilities of the new EDM platform. They also agree that the most significant of those future benefits will likely derive from the machine’s ability to achieve improved precision and surface finish. After all, in addition to the new motion system, faster feedback to the CNC via fiber-optic cables offers potential for accuracy improvements, especially for corners and contours. This also improves surface finish, as does the new Precise Finish Circuit and other enhancements in the new V350-V power supply.
In the short time the new machine has been on the shop floor, the co-owners say they’ve seen some evidence of these benefits. “Since we got the machine, we’ve been reverting higher-end work to it just to see what it can do, but we’re still experimenting,” Mr. Mauer says. “So far, we’ve seen that these parts are a little smoother, a little more accurate—it’s not by much, but it’s enough to make a difference.”
If that sounds like a less-than-ringing endorsement, it’s only because the shop’s work doesn’t rise to the level of the new machine’s capabilities. The shop’s older FA machines are still perfectly capable of meeting customers’ most stringent requirements for surface finish and precision—for now. There’s certainly no indication that current customers will relax their standards, and the shop is already eying more difficult work, particularly in the aerospace industry. Additionally, Mr. Mauer says the possible addition of more MV series machines as the shop continues to replace aging equipment can only benefit its competitive position. Whatever the future holds, he says he is confident that Wire Specialists won’t be held back by machining capabilities.
Cylindrical Drive Technology
Most linear motors used on machine tools are the flat-plate type. These systems consist of two facing plates with an air gap between them. The bottom plate is lined with permanent magnets and the top plate—the forcer plate—is lined with iron-core magnetic coils. Applying electric current to the coils creates electromagnetic energy that reacts with the magnetic flux of the permanent magnets to pull the forcer plate along the bottom plate.
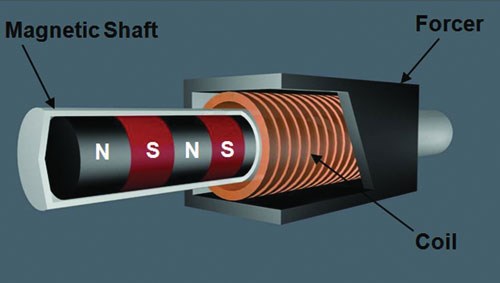
In contrast, the MV series’ Cylindrical Drive Technology (CDT) uses linear shaft motors (LSM). These systems operate on the same basic principles, but rather than flat plates, they consist of a cylindrical shaft and a forcer unit that fit together like a telescope with an air gap between them. The OD of the solid interior shaft is embedded with permanent magnets, while the interior of the hollow forcer unit that surrounds it is lined with electromagnetic coils. Mitsubishi EDM says this configuration facilitated easy substitution for previous machines’ ballscrew systems, with the inner shaft replacing the screw itself and the forcer shaft replacing the nut.
Beyond that, LSMs’ cylindrical configuration ensures full use of the available magnetic flux for motion because the magnetic coils are wrapped 360 degrees around the permanent magnets. In contrast, flat-plate systems are limited to using only part of the available flux, the portion along the top side of the bottom plate. As a result, flat-plate systems need more energy to generate the same amount of motion. Using more energy creates more heat, and counteracting that heat requires the use of multiple liquid cooling systems that increase design complexity. LSMs, on the other hand, require only one cooling device for the forcer to remove what little heat is generated. Additionally, the lack of iron cores in an LSM’s forcer provides smoother motion because there is no risk of cogging due to magnetic attraction. LSMs are also less susceptible to dust or other shop contaminants because the air gap is larger and much less critical.
Compared to ballscrew drives, LSMs require no lubrication, create no friction or noise, and are not susceptible to thermal expansion. More significantly for Wire Specialists—which recently replaced the ballscrews on one aging EDM—LSMs are also not susceptible to wear, nor do they require pitch-error or backlash compensation.
















Related Content

How to Determine the Currently Active Work Offset Number
Determining the currently active work offset number is practical when the program zero point is changing between workpieces in a production run.
Read More
Ballbar Testing Benefits Low-Volume Manufacturing
Thanks to ballbar testing with a Renishaw QC20-W, the Autodesk Technology Centers now have more confidence in their machine tools.
Read More
High RPM Spindles: 5 Advantages for 5-axis CNC Machines
Explore five crucial ways equipping 5-axis CNC machines with Air Turbine Spindles® can achieve the speeds necessary to overcome manufacturing challenges.
Read More
5 Tips for Running a Profitable Aerospace Shop
Aerospace machining is a demanding and competitive sector of manufacturing, but this shop demonstrates five ways to find aerospace success.
Read MoreRead Next

Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More