Large Wire EDM Unit Gives Shop Room to Grow
This wire EDM job shop in Wisconsin acquired a submerged cutting wire machine that lets it handle larger, taller workpieces than just about any other job shop in the country. The new machine has a “column-up” option that adds a riser block between the X-axis saddle and the Z-axis column casting to give it exceptionally tall cutting capacity. The machine was installed in November 2007.


The FA50V from Mitsubishi EDM is Infinity EDM’s largest wire machine and the only model of this type currently installed in a U.S. job shop. The size of the machine is apparent when Dan Haas, one of the EDM operators, stands inside the tank to start a new reel of electrode wire. The front opening of the tank is 81 inches wide.

Mike Knier (left) and Rich Marx check the job sheet for a bearing journal in which internal splines were wirecut on the FA50V. This workpiece is 14 inches tall. Smaller parts such as this are typically in the mix of parts that go across this machine. The job right before this was cutting a keyway on a massive flywheel measuring 60 inches in diameter.

A view of Infinity’s FA50V under construction at the factor in Japan shows the riser block (white) riding on the saddle above the base of the machine (red). This block lifts the Z-axis column casting 10 inches higher than the standard FA50 design.
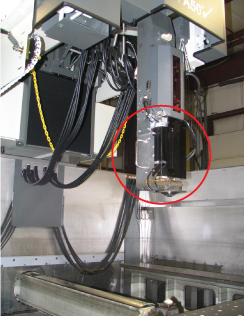
When the spacer block is inserted, the upper wire guide maintains its normal travel position, which ranges from 0 to 16 inches above the lower arm. The spacer has handles on each side to aid in installation or removal.

A bank of pumps allows the 845-gallon tank to drain or fill in less than 1 minute.
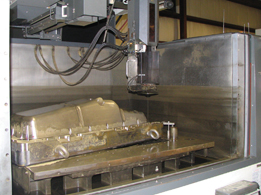
This mold core takes up much of the worktable on one of Infinity’s FA30 machines, which was its largest submerged unit prior to the installation of the FA50V. The new machine can handle much larger workpieces without making wire cutting a wall-to-wall operation.
Share










Autodesk, Inc.
Featured Content
View More

ECi Software Solutions, Inc.
Featured Content
View More






Hwacheon Machinery America, Inc.
Featured Content
View More

When Rich Marx and Mike Knier started their own wire EDM job shop 10 years ago, they called it Infinity EDM for a reason. Infinity means “without limits,” and having a shop without limits is what they aspired to.
Of course, regardless of its name, every shop has to face the limits of the equipment that it owns. These limits, in part, determine which jobs it can take and which customers it serves. To grow, a shop must move beyond its current limits and set new ones. That’s been the pattern of growth at Infinity since 1998.



So it is no surprise that a shop such as this would acquire a submerged-type wire EDM with what is arguably the world’s greatest capacity for cutting tall workpieces. This machine, a model FA50V from Mitsubishi EDM (MC Machinery Systems, Inc., Wood Dale, Illinois) can cut workpieces as tall as 25.9 inches partially submerged and 15.5 inches fully submerged. The work tank measures 81 inches left to right and 72 inches front to back. It holds 845 gallons of deionized water as the dielectric fluid and is spec’d to handle workpieces weighing as much as 8,800 pounds. This is the largest submerged wire EDM from this builder and is currently the only one in a U.S. job shop with a 10-inch column riser that provides added Z-axis capacity.
Installed in November 2007, the machine is already busy, although the shop did not have specific jobs lined up for it before delivery. “In the past, we had to turn down three or four jobs a year because we didn’t have the tank size and the Z height to cut the parts,” Mr. Marx explains. Of course, the new machine isn’t reserved just for work that requires its full capacity. The shop has three other submerged wire machines similar in size to the FA30, which is the largest machine offered by Mitsubishi EDM other than the FA50 models.
These three machines, acquired one by one over a number of years, were always “fully booked” not long after being installed, so Mr. Marx and Mr. Knier are confident that the new, larger machine will attract enough work to keep it busy—especially with the kind and size of workpieces that the shop formerly had to turn away. Overflow from the shop’s next-largest machines will fill up much of its time as well.
Even so, acquiring this machine was a bold move for this 14-person job shop. Bold but not rash. Mr. Knier and Mr. Marx thought it out carefully and took several important factors into consideration when making the decision. Training, flexibility, performance and maintenance all had to be addressed.
With these issues resolved and the machine in place, the shop has once again pushed back the limits of what it can do for its customers. Infinity EDM is living up to its name.
Submerged Cutting Floats This Shop
Before starting their own shop, Mr. Marx and Mr. Knier had careers working in EDM job shops, manufacturing facilities and toolrooms. Along with experience in programming and operating EDM equipment, they jointly developed a vision for a shop that would move beyond the usual limits of service and reliability.
When they made the move to shop ownership, Schweda Machine Tool Sales (Delafield, Wisconsin), the local Mitsubishi EDM dealer, was instrumental in helping them get started. This dealer’s confidence and technical assistance helped Mr. Marx and Mr. Knier successfully launch their business. Their first wire machines were an FX20 and an 110HA, which are still in operation. The shop opened in one bay of a new industrial building in a business park on the outskirts of Jackson, about 30 minutes north of Milwaukee. As adjacent bays became available, the shop expanded to its current size of 9,000 square feet. The shop has 14 pieces of wire EDM equipment, two fast-hole drillers and various toolroom equipment.
Although Infinity did a lot of general job shop work at the beginning, serving customers with stamping dies, molds, fixtures and other applications, the shop soon made larger wire work its specialty. The ability to quickly turn around this work helped establish the shop’s reputation.
Large-capacity, submerged-cutting wire machines were essential for the shop to take this path, the owners say. Submerged cutting, in which the workpiece is covered by the dielectric fluid in a tank that fills and drains, is an advantage because good flushing conditions are easier to achieve than with non-submerged machines. In wire EDM, flushing is a critical concern because a flow of fresh dielectric fluid is needed to remove the particles formed by the spark erosion process, to cool the electrode wire and to maintain consistent sparking conditions within the gap between the wire and the workpiece surface. Poor flushing conditions can slow the wire’s cutting action and can lead to wire breakage. Submerged cutting ensures that the wire and the workpiece are always surrounded by the fluid, which circulates through the tank.
“All of our large machines are submerged,” Mr. Marx says, “because many of the large workpieces we cut have irregular shapes and varying thickness. Submerged cutting is a must.”
Mr. Knier adds that the shop generally seeks jobs that require multiple skim cuts for the sake of accuracy and high-quality surface finishes, but accepts the “one-cut” jobs as well. As Mr. Marx explains, most of the large blocks that customers send to them represent many hours of costly machining and processing. Many are almost completed when they arrive. Infinity EDM is literally putting the finishing touches on them. “What makes us successful is the faith and trust that our customers put in us to do the work correctly and at a reasonable cost,” he says, adding that a trustworthy and faithful workforce is also essential. “We depend on employees who understand that the value they add may be critical, but it’s only a fraction of the total value already added by weeks of work in the customer’s shop. Protecting the customer’s investment is a top concern, and that priority has to be reflected in the care and dedication they show.”
In this setting, flexibility is important. According to the owners, every EDM operator in the shop can run any piece of equipment. “That’s one reason why we stick to equipment from one builder and have the same kind of control unit on every machine,” Mr. Knier explains. This is true of its newest machine, he points out. “We didn’t want to have a learning curve that might hold us back. We wanted the new machine to be a moneymaker right away.”
In fact, the FA50V was cutting customer parts as soon as installation was complete. Operators were already familiar with the control panel and the machine’s operating procedures.
However, in significant ways, this machine is distinctly different from the other machines in the shop. A machine of this size has some unusual design features and capabilities that deserve attention.
The “Column-Up” Option
When Mr. Knier and Mr. Marx went to their dealer looking for a machine larger than the three FA30s already in place, they had a clear idea of what they needed. It was more than a larger tank size and weight capacity. They knew they would also need an exceptionally large Z-axis height for tall workpieces—larger, in fact, than the standard FA50 was designed for. Working with Schweda and MC Machinery Sales, the owners convinced the factory in Japan to engineer a “column-up” option.
The standard FA50V has a Z-axis travel from 0 to 16 inches and can fully submerge a workpiece of this height. The “column-up” option adds a riser block between the X-axis saddle and Z-axis casting, thus raising the upper head by an additional 10 inches. This turns the standard 0- to 16-inch travel into a 10- to 26-inch spread between the upper and lower wire guides. When the added Z height isn’t needed, a 10-inch spacer block can be inserted under the upper head to bring the upper wire guide to its normal 0- to 16-inch travel position above the lower guide. (The lower guide remains in place in either setup.) In this “normal position,” the machine can cut workpieces fully submerged. With the spacer removed, the Z axis returns to its maximum height. Installing or removing the spacer block takes about 30 minutes.
However, the added Z height puts a portion of the wire above the surface of the dielectric fluid, so axial flushing has to be provided for the exposed portion. This means that wire-cutting speed may be lower than the top practical cutting speed when fully submerged. Mr. Knier and Mr. Marx consider this a reasonable compromise for the ability to cut tall workpieces.
Other design features further distinguish the machine. For example, the lower arm, which positions the lower wire guide, is designed for rigidity because it has a 39.4-inch reach. It must also resist the push/pull stresses of wire tension and flushing pressure (300 psi).
The tank has extended-height stainless steel walls to contain splashing when axial flushing is used for cutting above the surface of the dielectric fluid. A clear panel can be installed on the door of the tank in those circumstances to prevent oversplash and provide operator visibility.
Likewise, the seal plate at the back of the tank is made of heavy-gauge stainless steel. This two-part plate moves back and forth with the column while maintaining a seal to hold the fluid in the tank. The stainless steel plate and seal ring are designed to be self-cleaning to reduce maintenance time.
The machine is equipped with six pumps and a large drain gate to drain or fill the tank in less than a minute. Four paper-cartridge units filter the dielectric fluid. This is twice as many as on the FA30s, giving the larger machine not only adequate filtering but also extended filter life. This makes the cost of operation reasonable for a wire unit of this size.
Power Supply
Because of their experience with wire cutting tall workpieces, Mr. Marx and Mr. Knier understand that the most important feature of a wire machine for these applications is the power supply. The FA50V is equipped with Mitsubishi’s V500 power supply, a system specially designed to energize the wire electrode effectively for cutting tall workpieces. Specifically, it provides pulses of electrical energy that maximize material removal while minimizing wire breakage. According to the builder, this requires a precisely “square-shaped wave” that reaches very high initial amperage to initiate the spark, holds peak voltage steadily and then drops off rapidly to complete the cycle. Special “PowerMaster” algorithms in the microprocessor-based circuitry monitor conditions in the spark gap and adjust the pulses of energy accordingly.
Another feature that makes the power supply effective on the new machine is the ability to tune the generator settings to the length and condition of the power cables. Because the new machine is so large, power cables are necessarily long. The longer the cable, the greater the negative effects of impedance, which causes energy loss and less-efficient cutting. Running the VG (voltage gap) tuning routine adjusts generator settings to optimize output voltage and achieve consistent machining results despite variables in the status of the power cables.
However, no power supply can guarantee that wire breakage will never occur. Impurities in the steel or a bit of plastic residue in a mold block can break a wire during a rough cut. Although the automatic wire rethreading system on the machine is highly reliable, manual rethreading may be necessary. This highlights an important benefit of having a wire machine with a tank as large as that of the FA50V: There is room to maneuver.
Room To Maneuver
Operations such as manual wire rethreading are more difficult when a large workpiece “crowds” the tank. The FA50V gives the operator extra room to reach the wire guides for rethreading. Likewise, the large tank simplifies loading and unloading procedures. For example, room for eyelets needed to lift and lower large blocks with hooks and chains is a plus. Mr. Knier anticipates that workpieces requiring several setups on the smaller machines can be done more efficiently in one setup on the larger machine. “Besides opening new markets for us, the new machine will help us get certain types of work in and out of the shop faster,” he says.
Extra room also aids setup and inspection. It is easier to locate an edge to begin a cut and more convenient to access other reference surfaces or part features. “We can check tapers on inside walls more easily because there is better access to the underside of a block. We won’t have to pull a workpiece off the machine to reach or check features,” Mr. Marx notes.
Limitless Thinking
Infinity’s FA50V is located adjacent to the three FA30s. The owners comment that these machines once looked quite large compared to the other wire units in the shop. “Now they don’t look so big next to our newest machine,” Mr. Marx says. Will another wire EDM dwarf this machine in the shop someday? Maybe. Mr. Knier and Mr. Marx share a sense that they will always be thinking “bigger and taller.” That’s the kind of limitless thinking you’d expect at Infinity EDM.















Related Content

Inside a CNC-Machined Gothic Monastery in Wyoming
An inside look into the Carmelite Monks of Wyoming, who are combining centuries-old Gothic architectural principles with modern CNC machining to build a monastery in the mountains of Wyoming.
Read More
How a Custom ERP System Drives Automation in Large-Format Machining
Part of Major Tool’s 52,000 square-foot building expansion includes the installation of this new Waldrich Coburg Taurus 30 vertical machining center.
Read More
Select Machining Technologies Highlights Multitasking Machines
IMTS 2024: Select Manufacturing Technologies is highlighting large-capacity multitasking machines from Solace, Geminis, Ibarmia and Momentum.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read MoreRead Next

Big EDM Seals The Deal
Submerged cutting of large workpieces such as honeycomb seals for jet engines calls for a larger capacity wire cut machine.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More