
Reaming Application Illustrates True Cost of Cutting Tools
Cutting tools have two costs: purchase price and combined cost of all time, effort and extra steps required for a particular tool.


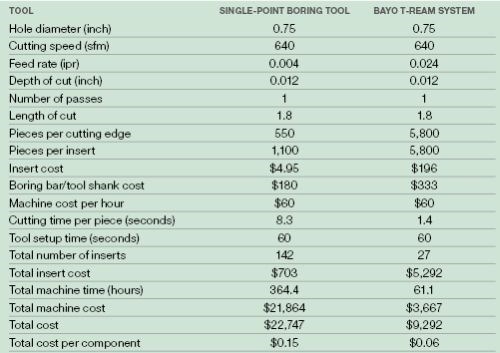
The “Bayo T-Ream” is a reaming system featuring a quick-change carbide head and a steel shank.

The “Bayo T-Ream” is a reaming system featuring a quick-change carbide head and a steel shank.
Share









Hwacheon Machinery America, Inc.
Featured Content
View More










One caveat is that this search for savings often requires a change of thinking. Previously, the injector body manufacturer saw the critical hole as a boring application. The savings came when the company saw it as a reaming application instead. Something similar frequently occurs in milling work, Mr. Edler says. Many facilities can double their metal-removal rate in milling, but doing so requires the counterintuitive step of switching to a high-feed milling tool design that mandates a light depth of cut—lighter than what the shop is taking now. Running this tool at a substantially higher feed rate can more than overcome the lighter cut to save overall cost. In applications such as these, he says, the cost-effective approach often looks very different from the way that a given part or feature has historically been machined.
Cost Analysis
This cost analysis for machining the blind hole does not include the savings from eliminating 100-percent inspection. Even without these savings, total cost per piece was reduced by 60 percent, despite the fact that the winning tool had the higher pricetag.












Related Content

Shoulder Milling Cuts Racing Part's Cycle Time By Over 50%
Pairing a shoulder mill with a five-axis machine has cut costs and cycle times for one of TTI Machine’s parts, enabling it to support a niche racing community.
Read More
Selecting a Thread Mill That Matches Your Needs
Threading tools with the flexibility to thread a broad variety of holes provide the agility many shops need to stay competitive. They may be the only solution for many difficult materials.
Read More
The Future of High Feed Milling in Modern Manufacturing
Achieve higher metal removal rates and enhanced predictability with ISCAR’s advanced high-feed milling tools — optimized for today’s competitive global market.
Read More
Custom PCD Tools Extend Shop’s Tool Life Upward of Ten Times
Adopting PCD tooling has extended FT Precision’s tool life from days to months — and the test drill is still going strong.
Read MoreRead Next

Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More