
People are Part of the Process for Machining Inconel
A Tacoma shop describes its winning strategy for efficient machining of Inconel. That strategy includes careful choices of cutting tools and cutting parameters. It also includes a healthy breakfast.


One of the procedures 3V Precision uses to machine Inconel cost effectively is to set up the right number of parts so that cycle times last 24 hours. That is the case with the group of parts being set up here. The pieces at left are clamped using back bolts. This stock will be machined into the form seen at right. An additional clamping at right then gets the back bolt out of the way so the part’s through-hole can be machined.

Peter Boucher (far end of the table) cooks breakfast for the shop’s day shift each morning. It is his way of both expressing gratitude and ensuring that the team members are nourished for the work ahead of them.

The backbone of the shop’s machining resources is a row of similar HMCs, differing only in pallet size. “If you don’t have similar machines throughout your shop, then you don’t understand machining,” says Mr. Boucher.

The shop’s staple cutting tools for Inconel include a corncob end mill from YG-1 for roughing.
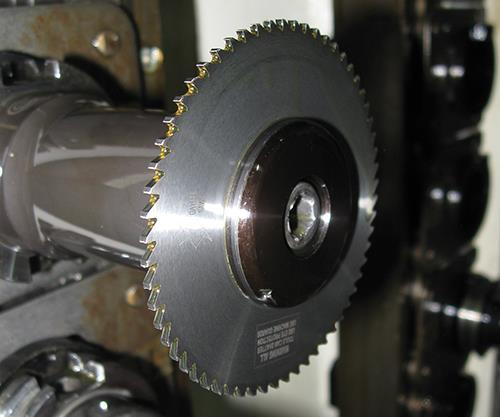
The shop’s staple cutting tools for Inconel also include a saw from Gaylee used to cut finished parts free of their clamping stock.

The lollipop cutter from Harvey Tool enables four-axis HMCs to machine certain angled features that otherwise might suggest five-axis machining.

To permit enough access to the part so that most or all of its features can be machined in one setup, parts are often clamped via back-bolting. This part machined out of bar stock is cut away from the bolted portion of the stock as the final step in the cycle.

Here is that same part and its cutaway portion along with the bar stock from which they were machined.

The game room, funded by recycling carbide tools, provides a way for employees to relax together and get to know one another outside of the context of work. Building relationships this way leads to better communication on the shop floor.
Mr. Boucher, seen here with the shop’s five-axis machining center, has come to see caring for employees as being his primary role in the business. The employees in turn care for their families, which he believes gets to the heart of why a business ought to exist.
Share












Redundant efforts will lead to greater efficiency.
To maximize productivity, cut slow.



Machine angled parts not with a five-axis machine, but with a four-axis one.
A shop owner’s place is in the kitchen.
All of these counter-intuitive principles are put to use every day at 3V Precision Machining, a thriving contract shop in Tacoma, Washington. We first covered 3V Precision in an article in 2007, when the shop was machining titanium parts for an orthotic device developed by an oral surgeon to improve breathing—parts the shop still produces. Just after that article appeared, a significant development (or, another significant development) came for this shop. An aircraft-industry supplier paid a visit to 3V because this larger company was considering buying a Kitamura machining center like the one the shop was using. That supplier saw the process 3V had devised for cost-efficient machining of titanium and asked if 3V could do the same with Inconel. Owner and President Peter Boucher said yes. That supplier has been subcontracting Inconel work to 3V ever since, and the shop’s annual sales have increased by a factor of 10.
Of course, it wasn’t as easy as all that. In order to run Inconel parts efficiently enough to continue winning this work and turning a profit from it, 3V had to become more cost-effective than other machining facilities at cutting this metal. The tools and techniques that worked well in titanium were a starting point, but the shop has proceeded from there through a process of experimentation aimed at managing the challenges and costs associated with this family of nickel-based alloys. That learning process continues today.
The shop also had to grow, adding people, equipment and space. This growth presented an additional, personal challenge to Mr. Boucher, because he knew why his shop had been successful in the past. It was successful because of the commitment and engagement of what had formerly been just a handful of employees, he says. He wanted 3V to be able to continue drawing on that kind of commitment and engagement as the shop expanded into a new facility, and as the workforce grew beyond just a tiny crew. Aware that realizing that hope would fall entirely to him, he has come to regard caring for the employees as being his primary role in the business.
As part of that role, his place really is in the kitchen. At least, that is his place for the first hour or so of every day. He expresses his gratitude daily and contributes to the energy and performance of the staff by personally cooking a high-protein breakfast for the entire day shift of 14 employees. A familiar sound in the shop each morning is the bell announcing that breakfast is served.
What you are reading, then, is an article about two things. Primarily this is an article about Inconel, particularly Inconel 718, as Mr. Boucher shares some of the methodology his shop has learned to apply in machining this metal.
But it’s also an article about people, and the shop owner’s philosophy about employees. The employees are part of the process, he says. Indeed, they are the very heart of the process, and any high-mix, high-value machining process that aims at high efficiency has to consider the needs of the people driving this process at least as carefully as it considers the needs of the workpiece. To him, in fact, these two things—workpiece considerations and human considerations—are not separate at all. The key to his shop’s success at machining challenging materials has been to take care of the people who daily rise to this challenge.
In the first piece of advice he gives, he could be talking about people, but he’s actually talking about the metal.
“You’ve got to have patience,” he says.
In Inconel, ultimately you will make good and profitable parts at a faster rate—parts without excessive cost for tool wear and scrap—if you are willing to go slow.
24-Hour Cycle
The mix of CNC machines in 3V’s facility includes horizontal and vertical machining centers, and horizontal and vertical lathes. Yet the backbone of the shop’s machining resources is a row of horizontal machining centers that are all nearly alike: six Kitamura HMCs differing only in pallet size, either 400 or 630 mm. “If you don’t have similar machines throughout your shop, then you don’t understand machining,” Mr. Boucher says. Efficiency comes from fine-tuning a process for one machine tool, then replicating that success by applying that same knowledge again and again on identical machines.
On every Inconel job run on one of these HMCs, the shop aims to set up enough workpieces, and achieve just enough metal removal rate with each of these pieces, so that the total machining cycle time comes in at 24 hours or a little less. Twenty-four hours is considered an ideal length of machining time, because an operator who hits start on a cycle lasting this long can know that he will have this job to unload at that same moment on the following day. An operator who spends the day setting up and launching one 24-hour machining job after another thus has his next day already planned. He will visit the same machines again, in the same order, to unload all of these jobs and either load new pieces or set up new work.
One implication of that system is this: Achieving cycle time faster than 24 hours is not necessarily a worthwhile achievement at all. Neither is getting a larger number of workpieces into the setup if that density has the effect of increasing cycle time beyond 24 hours. Either of these changes would create a cycle that is out of step with the rhythm of the rest of the shop, and breaking rhythm would just lead to hurrying or waiting, contributing to either error or wasted capacity. Particularly in Inconel, the 24-hour standard brings welcome luxury, because it means there is no pressure to push the process to achieve the last incremental increase in machining productivity.
Such pressure would be counterproductive, says Mr. Boucher. In Inconel, the danger is work hardening. The metal can be cut productively, but fast cutting has a way of degenerating into unprofitable cutting as the hardened metal starts to quickly compromise the edges of expensive tools.
“In this metal, I need to see 45 minutes per tool, not 15,” he says. Therefore, every time 3V takes on a new Inconel part number from its customer (and brand-new Inconel part orders continue to come at the rate of about two per month), the shop initially approaches this new job gingerly. Low speeds and feed rates are used at first, with those parameters bumped up after each successful run until (A) rapid wear sets in or (B) the shop arrives at a process for machining an appropriate quantity of these parts in a cycle of just under 24 hours.
“Pay particular attention to the roughing cutter,” Mr. Boucher says. That rougher runs interference—it is the protection for the finish tool. If the roughing tool gets too dull, then the finisher will wear out fast, and that wear might ultimately compromise the success of the unattended cycle or the sellability of the part. A fine-tooth corncob end mill from YG-1 is the rougher that generally gives 3V the highest metal removal rate in its Inconel parts, so that tool has become a staple.
Other Inconel Advice
Here are the shop owner’s other tips on cutting tools for Inconel:
1. No regrinds. “We do not use regrinds,” he says. Because of the variability from tool to tool with cutters that have been reground, it is not possible to run these tools at full speed, he says. Indeed, the shop has found that it has to back off speed and feed rate by 30 percent to allow for this variation when using regrinds in challenging metals, resulting in a productivity loss that is ultimately more costly than the savings in tool cost. On the corncob tool mentioned previously, the shop does have worn tips ground off, but this has the effect only of shortening the tool. The shop does not regrind flutes.
2. Oil instead of water. In HMCs running Inconel parts, the shop uses the same cutting fluid as in its CNC Swiss-type lathes. That is, it uses cutting oil, specifically Blaser Swisslube. Using oil instead of a water-based coolant helps the shop win productivity in Inconel, the shop owner says, because the increased lubricity permits 30-percent-faster speeds. Oil also offers additional advantages in long unattended cycles, because oil does not evaporate, and there is no need to worry about maintaining a proper concentration. On all machining centers that run with this fluid, the shop has taken care to install automatic fire suppression systems.
3. Back bolts or tabs. Setups are opportunities for error, Mr. Boucher says. To minimize the number of setups for any high-value part, he searches for ways to clamp the part from behind so that the machine has access to five faces of the part within a single machining cycle. Back-bolting is best, he says, assuming the part can be clamped by means of a hole threaded into its back face. In the frequent case when this is not possible, the part is designed with a dovetail for clamping, and it is sawed free of this dovetail at the very end of this cycle once the machining is complete. A 3-inch-diameter, 0.062-inch-thick carbide sawing tool from Gaylee Saws is the cutter the shop routinely uses to enable machining centers to cut off Inconel dovetails. The dovetails are so common that “we go through about 300 of these saws per month,” he says.
4. Five-axis? No, four. 3V has a five-axis machining center. However, Mr. Boucher says many jobs that initially look like five-axis parts are in fact cheaper to machine on a four-axis HMC. He cites one part number having a pocket with an acute wall angle as an example. A five-axis machine could have milled out this feature quickly. Running the job on a four-axis machine, the shop had to use a lollipop end mill to pick out the feature in several passes, and that portion of the cycle was time-consuming. However, running the job on the HMC permitted heavier milling passes in general (because of the more rigid machine) and also permitted the efficiency of setting up several pieces at once on a tombstone. In spite of the difficulty with the acute feature, running the angled part on the HMC was the cheaper choice by $400 per piece.
Employee Engagement
When he sleeps at night, Mr. Boucher wears the orthotic device made of components his shop machines. The improved breathing from this device cured his snoring, but also did surprisingly more than this. He says he used to believe he had depression, but actually he was just working too hard to adequately breathe at night, chronically limiting the quality of his rest. Watching the way his outlook has changed as a result of this basic biological factor has made him realize that we humans are not psychological creatures to the extent we imagine we are. We are physiological creatures, and physiological inputs go a long way toward shaping the quality of our attention and our work.
Diet is a major factor, he says. The high-protein breakfast is not just a daily gift to the staff, but also his way to assure that staff members are nourished to an extent that will encourage attentiveness and performance. He carefully considers the inputs to the machining process, so why wouldn’t the inputs to the people overseeing that process merit something like the same concern? That is why the facility’s refrigerators and pantry are also kept stocked with nutritious food for lunch, he says. Employees can find a quick and nutritious lunch on-site for free. In addition, while there is no soda kept in stock, there is plenty of water and healthy drinks. He stresses hydration.
“Fluids help your brain,” he says. “This is mental work. Machinists need brains.”
And they also need acceptance and camaraderie, he says. One other feature of the shop is a game room equipped with pinball machines and video games paid for with the proceeds of the shop’s recycling of carbide tools. Whenever the shop fills another bin of spent tooling, the additional income sometimes permits the purchase of another machine for this room.
The room is fun but not frivolous. “For the sake of clear communication and trust, the employees need a way to connect outside of just the shop floor,” he says. The game room contributes to building that understanding and trust. Employees try to best one another for top scores, and they get to know one another better within that competition. By providing a context for connection that is different from the context of the workday, the game room allows a little bit more of the individuality of each employee to feed into the relationships employees have with one another.
Additionally, 3V pays for training. More than that, the company rewards training. Every employee completing a company-paid apprenticeship program at a local community college, Bates Technical College, receives a $2,500 bonus. Right now, the shop has four employees in this program and Mr. Boucher expects to sign up two more.
He says he is not concerned about whether the training cost and the bonus directly benefit his shop. He knows a newly trained employee could take his training and leave for a different employer. But even if that happens, he says, the employee would likely remain in the area, getting a job at another local shop. His paying to train employees therefore is likely to be an investment in the future of his shop, but even if that doesn’t happen, it is still an investment in his own region and neighborhood.
Efforts such as these buy Mr. Boucher goodwill. He says the clear and daily signs of support for the employees make it more likely that he will find them receptive when he asks them to change their habits in ways that make them uncomfortable. Such changes are part of the shop’s growth. Last year, for example, Mr. Boucher committed the shop to AS9100 certification. The word for that year—he picks a word every year to try to define the shop’s focus—was “consistency.” Because of the pursuit of certification, employees had to learn to follow his lead in submitting to a defined system of procedures for how they did their work.
This year, the word is “redundancy.” 3V scrapped $100,000 of parts last year, and the most frequent reason was simple human error. To save that cost, and therefore to produce more cost-effectively, Mr. Boucher is now asking employees to go slower by adding steps. The shop is identifying moments in the process when a vital check needs to be performed not just one time, but multiple times and in different ways in order to reduce the risk of a mistake.
There are other costs that go with the commitment to the quality of the engagement of employees. Medical benefits are part of this, he says—the shop fully covers employee medical costs. Worry about health issues is a distraction he does not want employees to carry. And there is also an important return that comes from this particular perk: Medical benefits attract employees with families. He believes employees with families are good for the business. The commitment at home is generally reflected in a commitment at work.
But the draw to families is good in a far broader way as well, he says. As his business grows, and as he himself grows within the business, Mr. Boucher says he increasingly comes to realize that supporting families—and in this way supporting the community—ought to be central to the very reason why his business exists.
Learn about Harvey Tool Company.








Related Content

Orthopedic Event Discusses Manufacturing Strategies
At the seminar, representatives from multiple companies discussed strategies for making orthopedic devices accurately and efficiently.
Read More
Quick-Change Tool Heads Reduce Setup on Swiss-Type Turning Centers
This new quick-change tooling system enables shops to get more production from their Swiss turning centers through reduced tool setup time and matches the performance of a solid tool.
Read More
Finding the Right Tools for a Turning Shop
Xcelicut is a startup shop that has grown thanks to the right machines, cutting tools, grants and other resources.
Read More
Custom PCD Tools Extend Shop’s Tool Life Upward of Ten Times
Adopting PCD tooling has extended FT Precision’s tool life from days to months — and the test drill is still going strong.
Read MoreRead Next

Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More