
New Workholding Setup Enable Lights-Out Production
For Idex Health and Science, manufacturing glass components was time-consuming on a VMC. Switching to an HMC with a Cluster Tower vise with DoveLock jaws from Kurt Manufacturing enabled more stable, lights-out machining.


Using a horizontal DMG MORI machining center equipped with a Kurt Cluster Tower vise and DoveLock jaw system enabled Idex Health and Science to machine its Slipstream glass flowcells more productively than on a VMC.

Initially, the company used a workholding setup that held just 15 glass flowcell components for machining. This system worked well enough, but a more productive process was developed that held nine more parts per setup load.
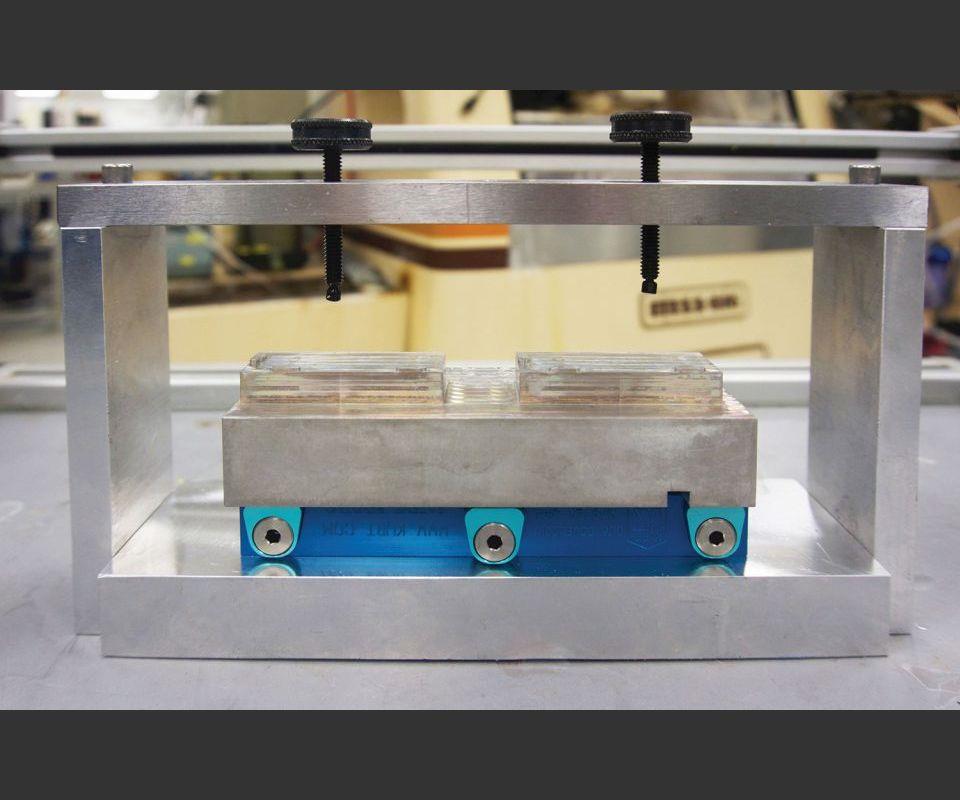
Glass blanks are loaded offline into specially designed setup fixtures. It is used to cushion and firmly position each glass blank into the DoveLock holding jaw.

Custom tools are required for contouring the flowcell component. These short tools add to manufacturing stability with their ability to operate closer to the flowcell surface and minimize vibration.
Share












Setting up and accurately producing glass components on a vertical machining center requires slow, careful positioning and continuous operator attention—a process that Idex Health and Science of Oak Harbor, Washington, needed to improve for volume operation. However, a DoveLock jaw setup on Cluster Tower workholding from Kurt Manufacturing Co. (Minneapolis, Minnesota), along with a different machining center orientation, enabled the company to more effectively precision machine custom glass pieces.
Called Slipstream flowcells, the flat, glass devices enable liquid samples to flow through a measurement region for automated analysis. They, along with other machined glass components, are used by the life sciences, industrial, medical device and analytical instrumentation industries. The average flowcell glass measures 3.875 by 1.25 inches with a thickness of 0.125 inch. The milled flow paths require accuracy to 5 microns.



Precision machining the flow paths for these cells was originally a delicate, one-at-a-time process on VMCs using a flat, aluminum mounting plate; small clamps; and a single-station vise for workholding. The entire setup and machining process was slow.
To address this issue, Idex began using the DoveLock jaws on a Cluster Tower vise tower and switching from a VMC to a DMG MORI NHX 5000 horizontal machining center equipped with the SpeedMaster spindle. Not only did the new machine and workholding setup enable unattended machining, but it made it possible to efficiently machine lights-out.
Scott Utley, production manager and CNC programmer, says the HMC’s short distance between the spindle end face and the center of the pallet enables the company to use custom short tools, even near the pallet, to provide a more stable machining operation. The tools are set in CAT 40 toolholders, and they operate closer to the flowcell surface than standard tools to ensure flush contact while minimizing vibration. The tools are either diamond-plated or diamond-bonded for different finish requirements.
“We design each tool to chamfer top, bottom and the flowcell contour. Each tool has the capability of finishing 500 to 3,000 of these parts without maintenance or replacement, depending on the application specifications,” Mr. Utley says.
The workholding setup also improves stability when pocket milling the glass flow paths as well as the output of the process by enabling offline setup of the glass components, which previously was not possible. The components are set up in machinable jaws and inserted into companion DoveLock master jaws mounted to the Cluster Tower on the machining center. The master jaws’ built-in, dovetail quick clamps are designed to precisely hold and lock the quick-change, machinable jaws into position. In the initial setup, each master jaw has two bolts that fasten easily to the stationary movable jaw on the Cluster Towers. Once the master jaws are in place, the machinable jaws locate precisely with the master jaw and quickly lock up using the machinable jaw’s three hex-head bolts.
However, the DoveLock workholding setup alone could not effectively hold the glass components, since they are prone to crack, shatter, scratch or otherwise become unusable. To address these issues, the company uses a special, softened wax as intermediary material in the setup fixture to protect and cushion the glass components. Once the softened wax is placed on the machinable jaw’s clamping face and the glass component is positioned on top, the fixture’s two clamps are tightened. Most of the wax is removed so that what remains is an evenly placed coating that adequately cushions and holds the component with rigidity and accuracy.
“Developing use of the wax for this setup took some creative trial and error,” Mr. Utley says. “With wax, you cannot really put any significant sideway machining forces on the part. So, to achieve the flowcell, the machining operation we devised is more like a sideways grinding operation.”
Grinding generates heat, so it is necessary to use the right grade of wax to protect the glass and hold it sufficiently, avoiding vibration without the wax melting or softening too much for the grinding (milling) operation, he says.
Along with producing more parts, the new setup is said to have reduced as many as four operations on certain flow designs. It is important to note that Idex’s flowcells have one- and sometimes two-sided machining requirements. To address this, DoveLock’s machinable jaws can be rotated 180 degrees, enabling Idex to machine one side then remount the flowcell for machining the second side when required. Without measuring, the workstop located on the master jaw enables quick and repeatable location accurate to ±0.001 inch. To handle a full range of part sizes, interchangeable jaws are available in 6-, 7-, 8- and 10-inch widths.
Heavy coolant used during the machining process helps form sludge during the machining process. Since no chips are machined, tiny glass particles as small as 2 to 4 microns blend with the coolant and are easily flushed free of the flowcell and workholding.
Using the Cluster Tower, Idex says it can machine 24 complete flowcells in approximately 4.5 hours, whereas the VMC was limited to 15 parts per setup load. Also, because the HMC operates faster than the VMC setup, a half hour is gained in total production time. The HMC’s spindle speeds range from 9,000 to 15,000 rpm with 6-ipm feed rates on contours and 10 ipm on the straight areas. For the company’s last shift of the day, the Cluster Tower is fully loaded and set for unattended overnight operation and is ready for unloading/reloading when the manned morning shift starts work.
“We’re seeing more shops switching over from VMCs to HMCs and using Kurt’s DoveLock jaw system like we are doing with the flowcell setup,” Mr. Utley says. “The quality is high and consistent. The DoveLock system has proven its value over the nine months since we started using it. In the end, it is easier and more productive.”












Related Content

Translating a Prototyping Mindset to Production
The experimental mindset that benefited BDE Manufacturing Technologies as a prototype job shop has given it an adaptable edge as a production facility.
Read More
Fryer Offers Compact HMC for Small-Lot Machining
The Fryer HR-40 features a built-in 24" rotary table for multi-sided machining.
Read More
Grob Robot Cell Enables Long Periods of Unmanned Operation
The GRC-R12 robot cell features a pneumatic single- or double-gripper system, as well as a drawer feed system with six drawers.
Read More
Shop Replaces Two Verticals With One Horizontal
By trading two VMCs in to help finance the purchase of a new HMC, this shop was able to significantly increase production and move to lights-out machining.
Read MoreRead Next

5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More