

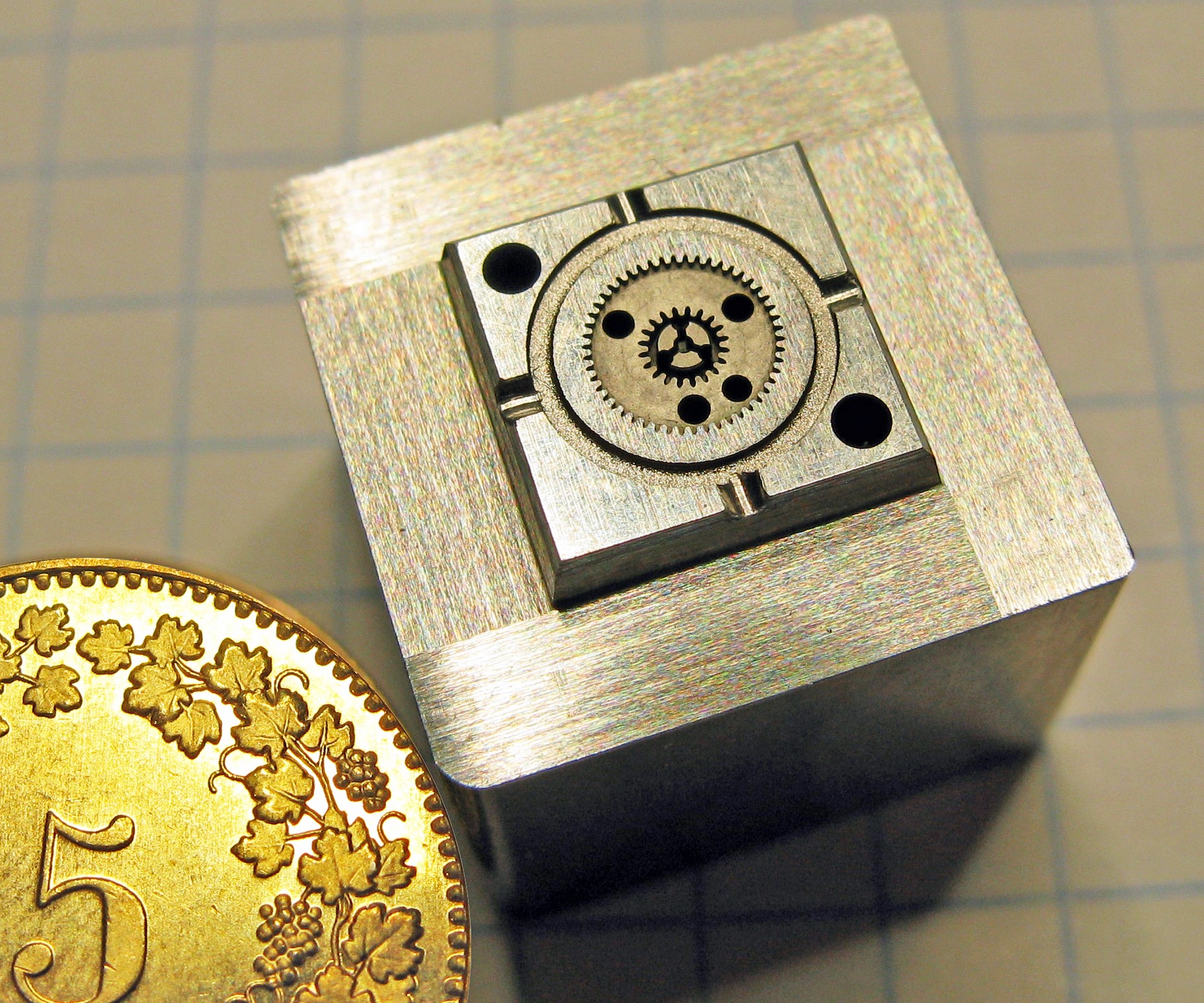
This mold insert is made from a tungsten carbide block by micro-EDM technology. The mold is used to produce a micro-gear wheel of polyamide PA12 with two sprockets. (Photo courtesy of Klaus Vollrath.)

The Sarix SX-100 micro-EDM can drill micro-holes to a diameter of 20 microns. (Photo courtesy of Klaus Vollrath.)
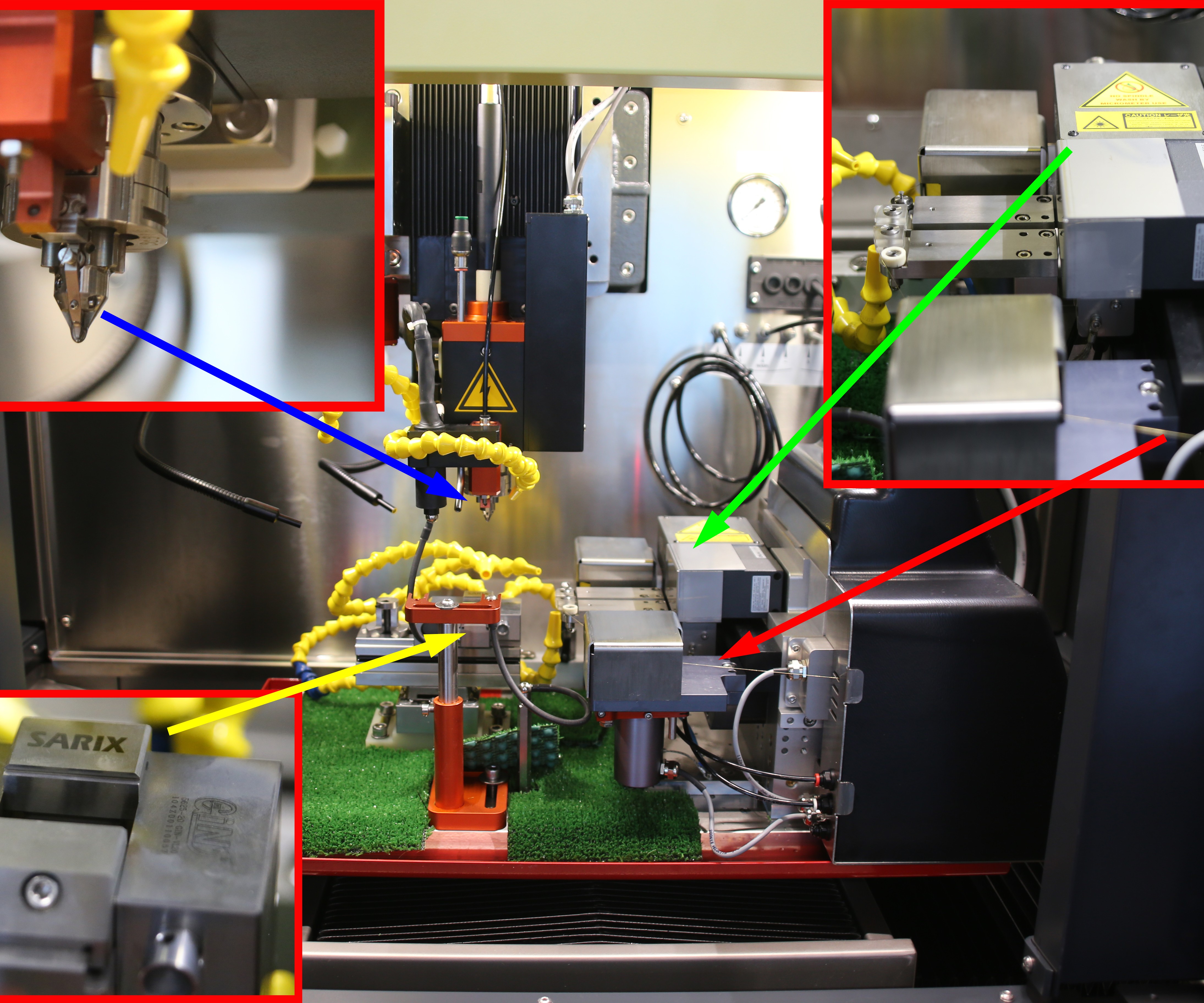
The machine at PKT features a horizontal wire-EDM dressing unit (red), a laser-measuring unit (green), an electrode holder (blue) and a workpiece holder (yellow). (Photo courtesy of Klaus Vollrath.)
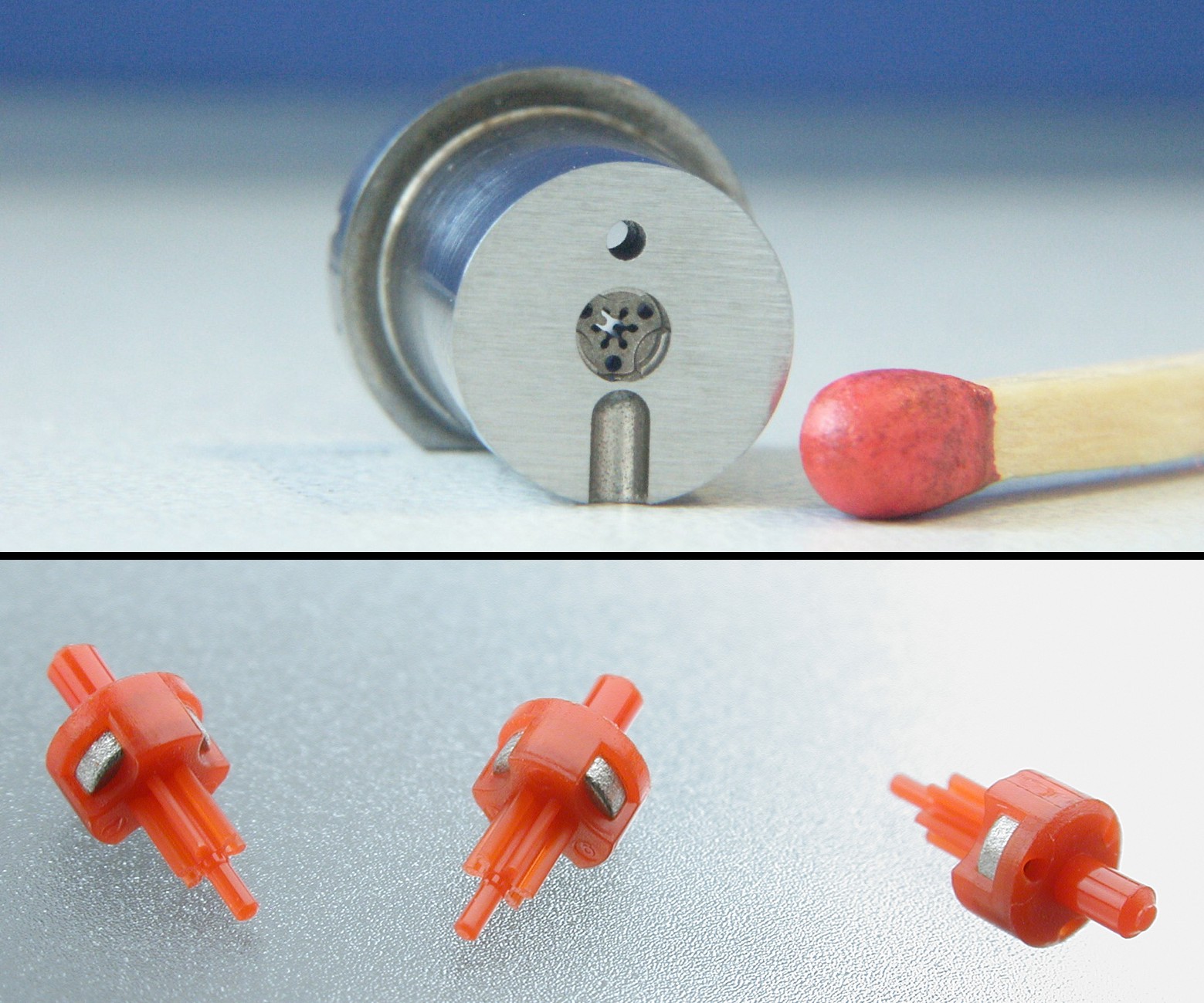
This mold insert is used to mold micro-rotors with an overmolded magnetic core. The micro-rotors are used in stepper motors to drive miniscule metering pumps to inject very small quantities of active agents in medical applications. (Photo courtesy of PKT.)

This rotor made of PA 12 is only a few millimeters long and weighs 0.002 gram. (Photo courtesy of Klaus Vollrath.)
Share












PKT Präzisions-Kunststoff-Teile, based in Tiefenbronn, Germany, starts where some manufacturers stop. The medium-sized company with some 120 employees specializes in injection molding of small precision components weighing from 0.002 to 30 grams for customers in the precision engineering, medical, automotive, electronics and watch-making industries. In order to meet its customers’ high demands for quality, the company manufactures its precision molds in house. However, producing plastic parts at such a small scale is not without big metal-machining challenges.
With customers demanding ever smaller components and increasingly finer contour details, the company’s existing machining technologies had reached their limits, Managing Director Peter Rapp explains. Many mold inserts are made of hard-to-machine tungsten carbide or special tool steels, and feature intricate micro-geometries. Conventional micro-milling, and even die-sinking and wire EDM are not always capable of creating those necessary micro-geometries.



One example he cites of conventional EDM having reached its limit is in machining molds for the gear wheels the company produces for use in watches, stepper motors in automotive devices and cockpit instruments. The company ruled out wire EDM for machining the mold inserts for these gears because there was no electrode wire material available with a diameter significantly smaller than the required minimum radius of 25 microns for the gearwheel tooth tips that could also provide the required spark gap of 7 to 10 microns.
To wire-EDM this insert, the insert would have had to be divided on each tooth tip, Mr. Rapp explains. “This is virtually impossible with gears like this one, which feature 60 to 100 teeth, because the mold would become an impossibly complicated, high-precision puzzle of tiny parts,” he says.
In addition, he says the use of wire EDM is further restricted if the workpiece geometry also requires three-axis machining. To mill the gear geometry would require a milling cutter with a maximum diameter of 10 microns, and this type of cutter is not available for the materials to be machined. Laser ablation was also considered, but Mr. Rapp says that process was rejected because of the conicity generated by the ablation saturation during laser cutting.
In its quest for suitable technologies, PKT became aware of the micro-EDM process developed by Swiss company Sarix (Sarix equipment is available in the United States from Alouette Tool in Fairport, New York). Its 3D micro-milling process is similar to die-sinking EDM, except that the electrode does not represent a geometric negative of the desired mold cavity. Instead, the electrode is an extremely thin rotating rod that, like a milling tool, moves along the workpiece, thereby removing material by spark erosion. The rotation of the rod is said to help ensure concentricity, cause even wear and support the flushing process.
Angelo Quadroni, Sarix CEO, says a special feature of the company’s technology is that this tool is produced on the machine itself. Sarix EDMs are micro-EDM hole drills and micro-EDM sinkers combined. The solid or hollow electrodes drill holes as small as 10 microns in diameter and as large as 3 mm. High-speed drilling (to 50 mm/min.) of holes ranging to 100-1 depth-to-diameter ratio and surface finishes as fine as 0.05 micron (2 microinches) Ra are said to be achievable, thanks to the SX-MFPS micro-fine pulse shape generator. The three-axis machines come with optional A-, B- and C-axis rotary positioning; extended Z-axis travel; and both oil and water dielectric systems.
The machines can be used as multi-axis CNC sinkers and as a micro-mills to machine micro-molds with complex small features, such as those required by PKT. The tool for micro-milling is a rod electrode that is available in a variety of diameters. To make the electrode fit the requirements of micro-milling, it is tapered to a diameter of about 7 to 10 microns by wire EDM on a dressing station that can be optionally integrated into the machine. According to Sarix, this small micro-rod electrode makes it possible to machine arc radii as small as 6 microns with a positioning accuracy of ±1 micron, thanks to glass scales and optimum motion control technology.
The ablation itself takes place through extremely fine and ultra-short micro-pulses in the nano-second range, for which special power electronics were developed. The Sarix pulse generator is integrated into the head of the machine, close to the workpiece, to achieve short pulse durations. The resulting spark gap depends on the selected machining parameters and can vary between 2 and 20 microns. The feed intervals of the Z axis are less than 1 micron during finishing passes, Mr. Quadroni says.
Another feature of this technology is that the processing is not carried out in a liquid bath, but the dielectric is supplied as a splash shower. This is commonly used in micro-EDM to flush the minute spherical chips that are eroded from the workpiece and the electrode.
The controller monitors the process by means of appropriate sensors, and continuously adapts the tool path and machining parameters. Dimensional monitoring of the electrode is carried out using a highly precise laser with sub-micron resolution. As soon as the tool has reached a defined wear condition, the process is interrupted and the electrode is transferred to the dressing station where the worn tip is capped and remachined to the required diameter.
According to Sarix, since the complete machining process is performed in one clamping, accuracy also is increased. Mr. Quadroni says the clamping of the electrode is critical, too, because the electrode has to be redressed and therefore advanced in its clamping during the process. “This mechanism must work extremely precise in order to avoid axial misalignment,” he explains.
“We immediately realized that the technology was perfectly suitable for our needs, but operator training for this type of machine was very important,” Mr. Rapp says. “The Sarix technology and its in-house-developed CAM software are user-friendly, but in order to take full advantage of the machine, an in-depth knowledge of the machine and the process is necessary. Sarix definitely provided the necessary support.”
Author: Klaus Vollrath, Redaktionsbüro, Aarwangen, CH








Related Content

3 Tips to Accelerate Production on Swiss Lathes with Micro Tools
Low RPM lathes can cause tool breakage and prevent you from achieving proper SFM, but live tooling can provide an economical solution for these problems that can accelerate production.
Read More
A History of Precision: The Invention and Evolution of Swiss-Style Machining
In the late 1800s, a new technology — Swiss-type machines — emerged to serve Switzerland’s growing watchmaking industry. Today, Swiss-machined parts are ubiquitous, and there’s a good reason for that: No other machining technology can produce tiny, complex components more efficiently or at higher quality.
Read More
Where Micro-Laser Machining Is the Focus
A company that was once a consulting firm has become a successful micro-laser machine shop producing complex parts and features that most traditional CNC shops cannot machine.
Read MoreRead Next

Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More