
Micropulse Technology Comes To Fast-Hole EDM
Holes in turbine blades are critical because the internal cooling airflow provided by these holes prevents the parts from overheating during operation. One of the most promising technologies for making these holes is fast-hole electrical discharge machining (EDM).

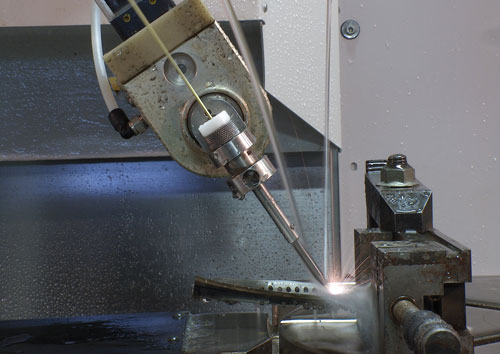
The FH series of fast-hole machines from Beaumont Machine drills metering holes and creates the diffuser shape in a two-step, one-setup EDM process. To form the diffuser shape, the machine dresses the tip of a solid electrode, moves it into position over a finished metering hole and starts the EDM process. For some diffuser shapes, the spindle operates as a programmable rotary axis, indexing the electrode in conjunction with simultaneous axis motion.

The FH series of fast-hole EDM units have a configuration resembling a vertical machining center.
Share












Forcing air through holes in metal parts is one way to keep them cool when exposed to high temperatures. Turbine blades in power generating equipment and jet engines are prime examples of components that depend on airflow to function in extremely hot environments. Machining these holes accurately and efficiently is a major challenge for manufacturers.
Electrical discharge machining (EDM) has been a mainstay in these applications because the process is capable of making small, deep holes in hard materials at high speed. A new development in fast-hole EDM technology seems to
offer a significant advantage in both drilling these holes and giving their openings a contoured shape.



Beaumont Machine, a Milford, Ohio builder specializing in fast-hole EDM equipment, has come up with a way to control the rapid discharges of electrical energy that give EDM its name. Called micropulsing, the new method involves manipulating the frequency, duration and other characteristics of the electrical discharges.
Ed Beaumont, company president, says this technology enables users to avoid certain negative aspects of the heating and cooling cycles inherent in EDM. Although this development has a negligible effect on how fast EDM can remove material to "drill" and shape a hole, it virtually eliminates microcracking on a workpiece’s surface, Mr. Beaumont says.
According to Mr. Beaumont, micropulsing is especially effective on single-crystal alloys favored for critical aerospace and power generation components. In addition to almost no microcracking on these materials, micropulsing leaves a very low recast layer—the heat-affected "skin" that is often undesirable on a workpiece surface. Micropulsing also benefits fast-hole EDM applied to silicone-based materials widely used in the semiconductor industry, he says.
As it is, drilling rates for EDM are quite fast. Mr. Beaumont says that a 1-mm hole can penetrate 0.5 inch of Inconel in about 20 seconds. Drilling a 0.020-inch hole through 3/8 inch of a single-crystal alloy may take 15 seconds. The exact times will depend on a variety of factors.
"Micropulsing mainly enhances the hole quality," Mr. Beaumont says. "The major factors contributing to holemaking productivity lie in machine design and automation." The factors he identifies are drilling the metering holes and diffuser shapes in one setup, automatically detecting when the electrode breaks through the exit side of a workpiece, and automatically performing inspection routines to verify that all programmed holes have been completed before the part is removed from the fixture. Multi-axis CNC positioning and automation are also important for minimizing drilling cycle times. On the company’s FH-Series of fast-hole EDM models, workpiece positioning is accomplished by moving five axes simultaneously.
The fast-hole EDM systems from Beaumont Machine were the first to incorporate these capabilities on an integrated machining platform. The company offers these systems as complete turnkey packages because the interaction of process variables in any application requires a custom engineering effort. The micropulse technology is available as an option on new systems. The company is now building large systems to accommodate the massive workpieces commonly found in power generation in addition to machines sized for the aircraft engine and semiconductor
industries.








Related Content

Inside the Premium Machine Shop Making Fasteners
AMPG can’t help but take risks — its management doesn’t know how to run machines. But these risks have enabled it to become a runaway success in its market.
Read More
CNC Machine Shop Honored for Automation, Machine Monitoring
From cobots to machine monitoring, this Top Shop honoree shows that machining technology is about more than the machine tool.
Read More
Lean Approach to Automated Machine Tending Delivers Quicker Paths to Success
Almost any shop can automate at least some of its production, even in low-volume, high-mix applications. The key to getting started is finding the simplest solutions that fit your requirements. It helps to work with an automation partner that understands your needs.
Read More
Where Micro-Laser Machining Is the Focus
A company that was once a consulting firm has become a successful micro-laser machine shop producing complex parts and features that most traditional CNC shops cannot machine.
Read MoreRead Next

Aerospace Hole Making Takes Shape
The demand for fast hole making will intensify as more fuel-efficient jet engines are introduced. Electrical discharge machining is emerging as the answer.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More