
Merging Functions For Better Efficiency
By eliminating extra steps, a multi-process machine enables a medical manufacturer to streamline its production time and conserve shop space.
Share




Takumi USA
Featured Content
View More
Hwacheon Machinery America, Inc.
Featured Content
View More














ECi Software Solutions, Inc.
Featured Content
View More

The ability to automatically transfer this part between headstocks for machining on either side eliminates additional setups and bottlenecks that formerly occurred when parts were queued at separate lathes and a five-axis machining center.

The "hip cup" part is machined from a titanium forging (left). The finished part with its sintered coating (right) incorporates three bone-screw holes that are drilled by the machine's B-axis spindle.

Operator Robert Parker (front right) and Wright's senior director of operations engineering, David Barnett (left) monitor the shop's improved machining cycle.

As Wright's operations continue to expand, multi-process machines enable the company to conserve precious floor space.

Wright Medical Technology uses a new multi-process, multi-axis machine to halve the number of production steps for this titanium part.

A "hip cup" is the part of the prosthesis that mates to a patient's pelvic bone. Attached via bone screws, the abutting portion of this part is covered with a special coating that allows new bone growth to adhere to the implant.

The "hip cup" part is machined from a titanium forging (left). The finished part with its sintered coating (right) incorporates three bone-screw holes that are drilled by the machine's B-axis spindle.
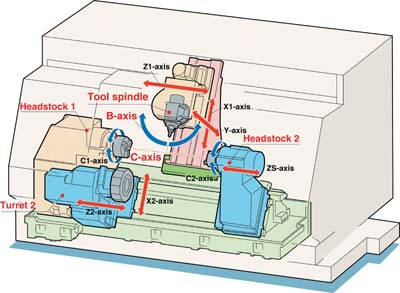
This drawing shows the arrangement of components and axes of motion for the MT2000SZ multi-axis turning center manufactured by Mori Seiki U.S.A., Inc.
With annual sales of $42 billion distributed among approximately 11,000 companies, America's bullish medical device industry is conspicuous in the midst of a domestic manufacturing sector currently dominated by bears. In this tightly regulated field of precision manufacturing, Yankee know-how remains highly coveted around the globe. This is demonstrated by the fact that the American industry registered an impressive trade surplus of $3.9 billion last year.
Manufacturing of prosthetic devices is one important segment of this burgeoning industry. According to the National Center for Health Statistics (Hyattsville, Maryland), 168,000 hip replacements were performed in the United States in 1999. Approximately two-thirds of these surgeries were performed on patients 65 years of age or older who needed the procedures because of injuries, arthritic deterioration or bone disease. As demand has grown during the past several years, the quality of prosthetic devices has also improved significantly. These innovations provide implant patients with more natural movement and better durability.



Advances in metallurgy and metalworking techniques continue to play key roles in these developments. Titanium alloys and high-carbon, cast cobalt chrome are the metals primarily used for manufacturing these devices because their properties are well-suited for demanding environments. Whereas heat-resistant properties are important for titanium's aerospace applications, its suitability for surgical implants is dictated principally by the fact that titanium is chemically inert and does not react with various bodily fluids. In the medical equipment business, this property is referred to as "biocompatible."
The same qualities that make titanium and cobalt chrome highly resistant to severe environments, however, also make them difficult metals to machine. Cutting tool edges, for example, are particularly susceptible to accelerated heat and abrasion wear when machining these materials. This accentuates the value of simplifying the production process.
Designing A New Process
Wright Medical Technology (Arlington, Tennessee) specializes in creating precision prosthetic devices that incorporate parts composed of these metals. The 50-year-old company is an ISO 9001-certified designer, manufacturer and international distributor of orthopedic implants and instrumentation. Wright currently manufactures approximately 9,000 hips and 18,000 knees per year. In addition to large-joint implants, the company also manufactures extremity implants for shoulders, elbows, hands, wrists and feet. Wright's biologic product category includes bone graft substitutes.
The company's recent decision to upgrade its shop equipment was motivated by its commitment to a lean production philosophy that emphasizes optimized automation, effective supply chain management, just-in-time production scheduling/delivery and continuous quality improvement.
Specifically, Wright sought to improve the production of a key component in the company's hip implant products. Known as a "hip cup" or "hip shell," this titanium alloy part (ASTM F136) is surgically attached to the patient's pelvic bone to replace a hip socket that may be damaged or deteriorated. Depending on the patient's needs, this component may be attached either by cementing or by being press-fitted into a surgically prepared bone cavity and secured with bone screws. Except in certain special cases, the geometry of these implants is standardized, and the surgeon adapts the patient's bone(s) to accept the prosthesis.
The hip shell that Wright is currently producing for an "uncemented" implant incorporates a sintered and beaded coating on its domed exterior. This coating provides a rough surface to which new human bone growth adheres. During a recovery period of several weeks, the patient's pelvic bone grows around this hip cup to form a connection that mimics a natural human hip joint.
The amount of machining required to produce one of these parts from a forging is certainly not extraordinary. In the past, however, the need to machine opposite sides of the shell—and to precisely locate and drill screw holes through its domed exterior—required transferring each part among four different machines. This formerly involved the following six-step process:
1. Machine OD—turn the holding stud— pre-drill the screw holes (lathe).
2. Apply sintered coating on shell exterior (this is done by an outside vendor).
3. Re-qualify the holding stud (lathe)
4. Machine ID (lathe).
5. Finish-drill angled screw holes (five- axis machining center).
6. Remove holding stud from the part (lathe).
According to Wright's senior director of operations engineering, David Barnett, this process entailed a considerable amount of unproductive time during which the parts were queued, awaiting processing by machines that also were running parts for other products. "With the previous process, the part would go through three lathes and one milling operation after we received it back from sintering. This caused delays due to the priority that these parts received," says Mr. Barnett.
Floor space in the shop is another consideration for Mr. Barnett. Because the typical business cycle in a medical machining operation has fewer peaks and valleys than the norm for other metalworking sectors, customer demand continually presses the limits of plant capacity. At a time when many metalworking businesses have cut back production, Wright recorded 8 percent increases in overall net sales (compared to the same periods in 2000) for each of the second and third quarters in 2001.
The impact of this growth is evident on Wright's shop floor, where extra space is at a premium. Combining the operations of four machines into a single, multi-process machine, therefore, made sense as a way to help the company deal with the ramifications of its continuing expansion. In May 2001, the company took delivery on a MT2000SZ multi-axis turning center manufactured by Mori Seiki U.S.A., Inc.. With a footprint of approximately 12.5 by 9.5 feet, this machine combines turning and milling functions.
The machine incorporates an upper rotary tool spindle with a B axis, as well as a lower 12-station turret capable of using live tools. With this arrangement, parts may be transferred back and forth between the main and subspindles for machining on either side. While the rotary tool spindle machines the part (for example, when the ID of the hip cup part is bored), the main spindle serves as a workholding device. The upper spindle's B-axis swivel capacity is ±120 degrees.
When machining a hip cup part, for example, the B axis (rotary tool spindle) adjusts to the proper angle for drilling screw holes through the shell's circumference. Previously, Wright drilled these holes with a fixed-angle tool head. Now, with a Renishaw probe loaded into its tool changer, the machine automatically locates these holes for accurate drilling. As a result, fixturing of parts in the turret chuck can be done more quickly with less concern for small positioning variations.
Because of the new machine's capabilities, what formerly was a six-step process has now been simplified as follows:
1. Machine OD and pre-drill screw holes (MT2000SZ machine).
2. Outside vendor applies sintered coating
3. Machining is completed on the MT2000SZ machine.
To prove out the machine's capabilities, the initial runoff of parts was performed at Wright's shop when the machine was installed by J&H Machine Tools (Charlotte, North Carolina). After only a few months of running this machine on a daily basis, Mr. Barnett has been quite impressed by the results. Wright's former processing time for the hip cup part has been reduced by 24 percent overall, with substantial additional reductions in setup and cycle times. Furthermore, Mr. Barnett reports that his shop has reduced the number of lead-time days for delivery to Wright's customers by 47 percent, with a concurrent 38 percent reduction in the shop's inventory of finished goods and work-in-progress.
Speaking of his shop's newfound capability, Mr. Barnett says, "This machine can produce 10,000 shells per year, but we are currently running at 60-65 percent of capacity." At present, Wright uses the time when the machine is not running parts to develop new products and processes. Although this type of R&D is an ongoing necessity for every manufacturer, the substantial amount of time that Wright saves by using this machine makes it easier for the company to pursue its development work.
Impressed by these results, Wright has ordered a second Mori Seiki multi-axis turning center that is undergoing runoff testing at J&H Machine Tool's Brentwood Technical Center for delivery in December 2001. This machine will be used to improve the production process for Wright's other hip implant products. These improvements are particularly important to prepare the company to meet future demand. For example, the National Center for Health Statistics reported a more than 25 percent growth in the number of hip replacements performed from 1995 to 1999. With America's baby-boom generation fast approaching retirement age, the growth of this market is expected to accelerate during the next 25 years. Additionally, Wright's international sales continue to experience strong growth, further expanding the company's need for more efficient production.
In modern metalworking, productivity derives principally from using the latest technology to continually simplify and improve production. Some of these improvements are clear-cut, like chips flying during a well-conceived machining operation. But less conspicuous factors can yield even greater gains, such as eliminating extra steps in the manufacturing process and reducing human intervention.
Wright's experience emphasizes that this cycle of continuous improvement frequently begins by analyzing and successfully improving the machining process for one particular part. In this way, machine shops create new competencies that may be leveraged to improve other aspects of their operations. In a very important respect, therefore, the whole manufacturing process is made significantly better than the sum of its parts.
















Related Content

Swiss-Type Control Uses CNC Data to Improve Efficiency
Advanced controls for Swiss-type CNC lathes uses machine data to prevent tool collisions, saving setup time and scrap costs.
Read More
WFL Milling Machines Feature Smart Sensors, Control System
M50 Millturn / 3,000 mm and M80X Millturn / 4,500 mm turning-boring-milling machines come equipped with a grinding attachment and a vibration-damped Silent ToolsTM Plus boring bar.
Read More
Industry Analysis: Machining Semiconductor Components
With many machine shops anticipating long-term growth in demand from the semiconductor industry, it is worth the time to heed the advice of manufacturers who have already been servicing this end-market for years.
Read More
Digitalization and Done-In-One Reign Supreme at BIEMH 2024
European manufacturers may have a different balance of markets than their U.S. counterparts, but the practical challenges they must overcome are often similar — as are the solutions.
Read MoreRead Next

Small Shop, Mighty Machines
Multitasking machines capable of completely machining complex, milled and turned parts in a single setup are powering this Chicago-area job shop's growth.
Read More
Prototypes . . . And Then Some
Turn-mill machines have made this prototype shop competitive for large-volume orders too.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More