Machining 101: What is Waterjet Cutting?
Waterjet cutting may be a simpler machining method, but it packs a powerful punch that requires operators to stay cognizant of multiple parts’ wear and accuracy.

Share













Waterjet cutting, at its simplest, is the process of a high-pressure jet of water cutting into a material. The technology often compliments other machining techniques such as milling, laser, EDM and plasma. No hazardous material or vapors form during the waterjet process, and neither do heat-affected zones or mechanical stresses. Waterjet can cut whisper-thin details in stone, glass and metals; quickly drill holes in titanium; cut food; and even kill pathogens in beverages and dips.
Pumps and Other Mechanics
All waterjet machines have a pump that pressurizes the water for delivery to the cutting head, where it converts to a supersonic stream. Two major types of pump exist: direct drive-based pumps and intensifier-based pumps.



Direct drive pumps act like a pressure washer, with a triplex pump actuating three plungers directly from the electric motor. The maximum continuous operating pressure is 10 to 25% lower than comparable intensifier pumps, but this still puts them between 20,000 and 50,000 psi.
Intensifier-based pumps make up the majority of ultrahigh-pressure pumps (that is, pumps over 30,000 psi). These pumps contain two fluid circuits, one for the water and the other for hydraulics. The inlet water filters take in ordinary tap water through first a 1-micron cartridge filter, then a 0.45-micron filter. This water goes to the booster pump, where pressure is maintained at around 90 psi, before it travels to the intensifier pump. Here, pressure increases to 60,000 psi. Before the water finally leaves the pump unit to travel through the plumbing to the cutting head, the water passes through the shock attenuator. This device dampens pressure fluctuations to increase consistency and eliminate pulsing, which leaves marks on the workpiece.
In the hydraulic circuit, an electric motor between pulls oil from a reservoir and pressurizes it. The pressurized oil travels to the manifold, where the manifold’s valves create the stroking action of the intensifier by alternating the injection of hydraulic oil between sides of a biscuit and plunger assembly. As the plunger has a smaller face than the biscuit, the oil pressure “intensifies” the pressure on the water.
The intensifier is a reciprocating pump, meaning the biscuit and plunger assembly delivers high-pressure water out of one side of the intensifier while low-pressure water fills the other side. Recirculation also allows the hydraulic oil to cool when it returns to the reservoir. Check valves ensure that the low-pressure and high-pressure water can travel only in one direction. High-pressure cylinders and end caps encasing the plunger and biscuit assembly must meet special requirements to withstand the force and constant pressure cycles of the process. The whole system is designed to fail gradually, with leaks traveling to special “weep holes” that operators can monitor to better schedule periodic maintenance.
Special high-pressure plumbing delivers the water to the cutting head. This plumbing can also provide freedom of movement to the cutting head, depending on the size of the tubing. Stainless steel is the material of choice for these pipes, which come in three common sizes. At 1/4 inch in diameter, steel tubing is flexible enough to plumb motion equipment but not recommended for transporting high-pressure water over long distances. As this kind of tubing is easily bent, even into coils, lengths of 10 to 20 feet can enable X, Y and Z movement. Larger, 3/8-inch tubing 3/8 inch typically delivers water from the pump to the base of the motion equipment. While it can bend, it is not normally for plumbing motion equipment. The largest tubing, measuring 9/16 inch, is most suitable for transporting high-pressure water over long distances, with the larger diameter helping reduce pressure loss. Tubing of this size pairs well with large pumps because larger volumes of high-pressure water also risk a larger potential pressure loss. This size of tubing cannot bend, however, and requires fittings for corners.
Pure Waterjet Machines
Pure waterjet machines are the original waterjet cutters, with a history dating back to the early 1970s. They create less moisture on material than touching or breathing on it, making them suitable for production of such products as automotive interiors and disposable diapers. The streams are very thin — 0.004 inch to 0.010 inch in diameter — and provide extremely detailed geometries with very little material loss. Cutting forces are extremely low, and fixturing is often simple. These machines are best for 24-hour operation.
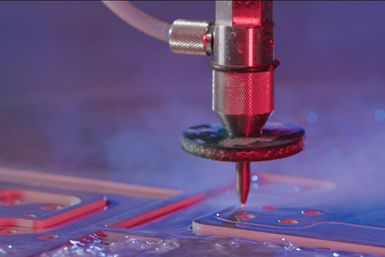
When considering cutting heads for pure waterjet machines, it is important to remember that stream velocity is what tears away microscopic pieces or grains of material, not pressure. To achieve this high velocity, pressurized water passes through a tiny hole in a jewel — typically a sapphire, ruby or diamond — affixed to the end of the nozzle. Typical cutting uses an orifice diameter of 0.004 inch to 0.010 inch, while special applications such as waterblasting concrete can uses sizes up to 0.10 inch. At 40,000 psi, the stream from this orifice travels at about Mach 2, while the velocity exceeds Mach 3 at 60,000 psi.
Different jewels have different specialties in waterjet cutting. Sapphires are the most common, general purpose material. They last for approximately 50 to 100 cutting hours, although abrasive waterjet applications halve those times. Rubies are unsuitable for pure waterjet cutting, but the stream they produce is excellent for abrasive cutting. During abrasive cutting, rubies last about 50 to 100 cutting hours. Diamonds are far more expensive than sapphires and rubies, but last between 800 and 2,000 cutting hours. This makes diamonds particularly well-suited to 24-hour operation. Diamond orifices can also be ultrasonically cleaned and reused in some circumstances.
Abrasive Waterjet Machines
In an abrasive waterjet machine, the mechanism of material removal is not the stream itself. Rather, the stream accelerates abrasive particles to erode the material. Thousands of times more powerful than a pure waterjet cutter, these machines can cut hard materials such as metals, stone, composites and ceramics.
Abrasive streams are larger than their pure waterjet cousins, measuring between 0.020 inch and 0.050 inch in diameter. They can cut stacks and materials up to 10 inches thick, while still creating no heat-affected zones or mechanical stresses. In spite of their increased strength, cutting forces for abrasive streams still measure less than one pound. Nearly all abrasive jet jobs use one jet setup, and can easily switch from single to multi-head use or even abrasive waterjet to pure waterjet.
The abrasives are hard, specially screened and sized sands — typically garnet. Different mesh sizes are useful for different jobs. Smooth surfaces can be achieved with 120 Mesh abrasives, while 80 Mesh abrasives prove more useful for general purpose applications. Abrasives with 50 Mesh cut faster, but leave a slightly rougher surface.
Although waterjets are simpler to operate than many other machines, the mixing tube requires operator attention. This tube is like a rifle barrel in its acceleration potential, and is available in different sizes with different replacement lives. Long-lasting mixing tubes were a revolutionary innovation for abrasive waterjet cutting, but the tubes are still brittle — if the cutting head comes into contact with clamps, weights or the target material, the tube will likely brake. Broken tubes cannot be repaired, so keeping costs low requires minimizing replacements. Modern machines often feature automatic collision detection to prevent crashes with the mixing tube.
Standoff distance between the mixing tube and the target material is typically 0.010 inch to 0.200 inch, but operators must remember that standoff greater than 0.080 inch can cause frosting to appear atop the cut edge of the part. Cutting underwater and other techniques can reduce or eliminate this frosting.
Originally, mixing tubes were manufactured from tungsten carbide, and only achieved between four and six cutting hours of life. Today’s low-cost composite tubes achieve 35 to 60 cutting hours of life, and are recommended for rough cutting or training new operators. Composite carbide tubes extend this life to between 80 and 90 cutting hours. Premium composite carbide tubes have 100 to 150 cutting hours of life, are suitable for precision and everyday work, and exhibit the most predictable and concentric wear.
Motion Equipment
In addition to providing motion, waterjet machine tools must include a method of holding both the workpiece and a system for catching and collecting water and debris from the machining operation.
Stationary and one-dimension machines are the simplest waterjets. Stationary waterjets typically see use in aerospace to trim composites. The operator feeds the material through the stream like a bandsaw, while a catcher collects the stream and debris. Most stationary waterjets are pure waterjets, but not all. Slitters are a variation of stationary machine where products such as paper feed through the machine, with the waterjet slitting the product into specific widths. Cross-cutters are machines that move along one axis. They often work in conjunction with slitters to make a grid-like pattern on such products as vending machine brownie cakes. The slitter cuts the product to a specific width, while the cross-cutter cuts across a product fed beneath it.
Operators should not use abrasive waterjets of this type manually. It is difficult to move the object being cut at a specific and consistent speed, and extremely dangerous. Many manufacturers will not even quote machines for these setups.
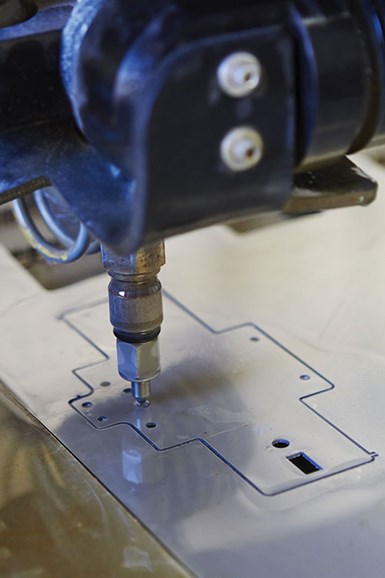
XY tables, also called flatstock machines, are the most common two-dimensional waterjet cutters. Pure waterjets cut gaskets, plastics, rubber and foam, while abrasive models cut metals, composites, glass, stone and ceramics. Tables may be as small as 2 × 4 ft. or as large as 30 × 100 ft. In general, control for these machine tools is handled from either a CNC or a PC. Servo motors, usually with closed-loop feedback, ensure position and velocity integrity. The base unit includes linear ways, bearing blocks and a ballscrew drive, while the bridge unit also contains these technologies and the catcher tank includes material supports.
XY tables generally ship in two styles: mid-rail gantry tables include two base rails and a bridge, while cantilever tables use one base and a rigid bridge. Both machine types include some form of adjustability for the head height. This Z-axis adjustability can be in the form of a manual crank, motorized screw or fully programmable servo screw.
The catcher tanks on XY tables are typically water-filled tanks that incorporate grating or slats to support the workpiece. The cutting process slowly consumes these supports. Catcher tanks can either be self-cleaning, where waste is deposited into a container, or manual, where operators periodically shovel the tank empty.
Increases in the proportion of items with few flat surfaces have made five-axis (or more) capability vital to modern waterjet cutting. Thankfully, lightweight heads and low kickback forces during cutting give design engineers freedom that the high loads of milling do not. Five-axis waterjet cutting originally used template systems, but users quickly shifted to programmable five-axis to move away from the expense of templates.
Even with dedicated software, however, 3D cutting is more complex than 2D cutting. The composite tail components of a Boeing 777 are an extreme example. First, the operator uploads the program and programs flexible “pogostick” workholders. An overhead crane delivers the part material, while the pogosticks unscrew to the proper height and secure the part. A special, non-cutting Z-axis uses a touch probe to precisely locate the part in space, sampling points for proper part elevation and orientation. Afterward, the program reorients to the actual location of the part; the touch probe retracts to make room for the cutting head Z-axis; and the program runs, controlling all five axes to hold the cutting head normal to the surface being cut while traveling at the precise speed the operation requires.
Cutting composites larger than 0.05 inch or any metal requires abrasives, meaning something needs to stop the jet from cutting the pogosticks and tooling bed after making the cut. Special point catches are the best way to do so for five-axis waterjet cutting. Tests have shown this technology to stop a 50-hp jet in under 6 inches. The C-shaped frame connects the catcher to the Z-axis wrist to enable proper catching while the head trims the entire circumference of a part. The point catcher also stops abrasive, consuming steel balls at a rate of approximately 0.5 to 1 pound per hour. In this system, the jet stops through the dispersion of kinetic energy: After entering the catcher, the jet meets contained steel balls, which spin to consume the jet’s energy. Point catchers can function even when horizontal and (in some circumstances) upside-down.
Not all five-axis parts are equally complicated. Program adjustment and the verification of part locations and cutting accuracy grow more complex as part size increases. Many shops use 3D machines for simple 2D cutting and complex 3D cutting every day.
Characteristics of Part Accuracy
Operators should know that there is a large difference between part accuracy and machine movement accuracy. Even machines with nigh-perfect accuracy, dynamic motion, velocity control and excellent repeatability may not be able to make “perfect” parts. Finished part accuracy is a combination of process error, machine error (X-Y performance) and workpiece stability (fixturing, flatness and temperature stability).
When cutting materials are under 1 inch thick, waterjets typically achieve accuracy between ±0.003 and 0.015 inch (0.07 to 0.4 mm). Materials over 1 inch thick correspond to accuracies of between ±0.005 and 0.100 inch (0.12 to 2.5 mm). High-performance XY tables are designed for 0.005-inch linear positional accuracy or better.
Potential errors affecting accuracy include cutter compensation error, programming error and machine motion. Cutter compensation is the value entered into the control system to take into account the width of cut from the jet — that is, the amount by which the cut path must be enlarged so the final part comes out the proper size. To avoid potential errors in high-precision work, the operator should conduct test cuts and know the frequency at which cutter compensation must be adjusted to match mixing tube wear.
Programming errors arise most often because some XY controls do not show dimensions on part programs, making lack of dimensional matching between the part program and the CAD drawing difficult to detect. Important aspects of machine motion that can introduce errors are backlash in the mechanical unit and repeatability. Servo tuning is also important, as poorly tuned servos can induce errors in backlash, repeatability, squareness and chatter. Small parts under 12 inches in length and width do not demand as much from the XY table as larger parts, so machine motion errors are less likely.
Effects of Power
Abrasive is two-thirds of the operating cost of a waterjet system. Others include power, water, air, seals, check valves, orifices, mixing tubes, inlet water filters and spares for both the hydraulic pump and high-pressure cylinders.
Operating at full power may initially seem more expensive, but productivity gains outweigh the costs. As abrasive flow rate increases, cut speed goes up and cost per inch goes down until reaching an optimum point. For maximum productivity, operators should run heads at the fastest cut speed with the highest horsepower for optimal use. If a 100-hp system can only run a head with 50 hp, running two heads on the system can accomplish this efficiency.
Quick Guide to Abrasive Waterjet Cutting
Optimizing for abrasive waterjet cutting requires attention to specific situations at hand, but can provide excellent productivity boosts.
Use a small head (such as a 25-hp head) for cutting material under 0.100 inch.
Cutting air gaps greater than 0.020 inch is ill-advised, as the jet opens up in the gap and cuts the lower level roughly. Keeping sheets of material together in tight stacks can prevent this.
Measure productivity in cost per inch — that is, how many parts the system makes — not cost per hour. In fact, fast production is necessary to amortize overhead costs.
Waterjets that regularly pierce composites, glass and stone should have controllers with the ability to lower and raise water pressure. Vacuum assist and other techniques improve the probability of successfully piercing brittle or laminated materials without damage to the target material.
Material-handling automation makes sense only when material handling constitutes a significant portion of part production costs. Abrasive waterjet machines typically use manual unloading, while sheet cutting largely uses automation.
Ordinary tap water feeds most waterjet systems, and 90% of waterjet operators conduct no preparation other than water softening before sending the water to the inlet filters. Using reverse osmosis and de-ionizers to purify the water might be tempting, but removing ions makes the water more likely to take ions from the metals in the pump and high-pressure plumbing lines. It may extend the orifice life, but the high-pressure cylinders, check valves and end caps are far more expensive to replace.
Cutting underwater reduces surface frosting (also called “hazing”) on the top edge of an abrasive waterjet cut, while also greatly reducing jet noise and workplace mess. This does reduce visibility of the jet, however, so electronic performance monitoring is recommended to detect deviation from peak conditions and stop the system prior to any part damage.
For systems that use different abrasive mesh sizes for different jobs, employ additional storage and metering for common sizes. A small (100 pounds) or large (500 to 2,000 pounds) bulk transfer and associate metering valve allows for quick changeover between mesh sizes, reducing downtime and nuisance while increasing productivity.
Break-out tabs are effective for cutting materials under 0.3 inch thick. Although these tabs generally guarantee a secondary operation for grinding off the taps, they enable swifter material handling. Harder materials will have smaller tabs.








Related Content

Lean Approach to Automated Machine Tending Delivers Quicker Paths to Success
Almost any shop can automate at least some of its production, even in low-volume, high-mix applications. The key to getting started is finding the simplest solutions that fit your requirements. It helps to work with an automation partner that understands your needs.
Read More
How to Mitigate Chatter to Boost Machining Rates
There are usually better solutions to chatter than just reducing the feed rate. Through vibration analysis, the chatter problem can be solved, enabling much higher metal removal rates, better quality and longer tool life.
Read More
The Future of High Feed Milling in Modern Manufacturing
Achieve higher metal removal rates and enhanced predictability with ISCAR’s advanced high-feed milling tools — optimized for today’s competitive global market.
Read More
Where Micro-Laser Machining Is the Focus
A company that was once a consulting firm has become a successful micro-laser machine shop producing complex parts and features that most traditional CNC shops cannot machine.
Read MoreRead Next

5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More