
Long-Lasting Inserts Break Drilling Bottleneck
Allied Machine & Engineering’s Gen3sys XT high-penetration drilling system helped this small job shop alleviate a drilling operation bottleneck and realize significant time and cost savings.


On the stabilizing ring job, the Gen3sys XT inserts completed approximately 10 times more holes than the previously used cobalt stub drill at a much faster penetration rate. When the inserts do need to be changed, the process is easy and fast, Mr. Ramirez says. He simply aligns the flats on the insert with the flats on the ears of the holder, slides the insert into the precision-ground locating pocket and adjusts the two supplied Torx Plus screws to the recommended torque value.

Rickey Ray Ramirez, owner of R-Cubed Precision Machining LLC, removes burrs from a recently machined stabilizing ring.

The initial part order called for 1,500 stabilizing rings, each of which was machined from barstock on Mr. Ramirez’s Mazak Integrex 200Y turn-mill. The Gen3sys XT drilling system was essential in cost-effectively machining the 16 tapped holes on each part.
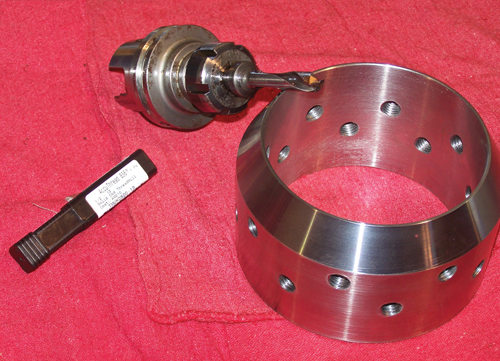
After creating the holes with the Gen3sys XT drill from Allied Machine & Engineering, shown here, all the holes on each part were threaded using Allied’s AccuThread solid carbide thread mill.
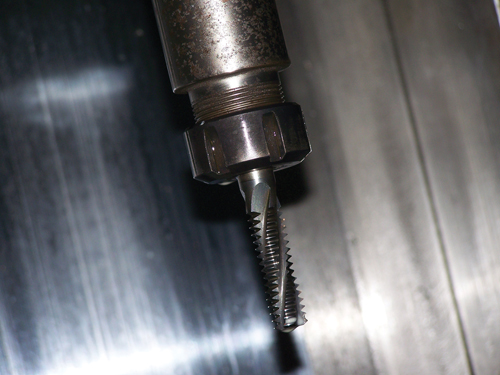
The AccuThread’s proprietary AM210 coating has a formulation similar to that of the coating used on the Gen3sys XT inserts.
Share



























Related Content

Kennametal's Expanded Tooling Portfolio Improves Performance
The company has launch eight new products that expand on and support existing platforms across multiple applications.
Read More
Tungaloy Drills, Milling Inserts Provide Enhanced Stability
Tungaloy has expanded its DrillForceMeister and TecMill lines with new drill bodies and milling inserts.
Read More
The Future of High Feed Milling in Modern Manufacturing
Achieve higher metal removal rates and enhanced predictability with ISCAR’s advanced high-feed milling tools — optimized for today’s competitive global market.
Read More
Custom PCD Tools Extend Shop’s Tool Life Upward of Ten Times
Adopting PCD tooling has extended FT Precision’s tool life from days to months — and the test drill is still going strong.
Read MoreRead Next

Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More