
Leveraging Little Holes To Lure Additional Work
Not many contract shops can drill a 0.001-inch hole. This one can, and it uses its micro-hole-making capabilities to attract more 'traditional' machining work from its customers.

Share













Pre-machining textile spinnerettes (polymer extrusion dies) allows faster delivery of new part designs.

A Swiss-type lathe with air spindles offers the capability to perform "general" turning and milling operations, as well as drilling of micro-holes.

A rubber mold is used to verify complex hole geometries that would otherwise be impossible to inspect.

Micro-EDM is used for tubing or other parts in which deburring a drilled hole would be difficult or impossible.
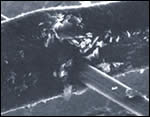
Micro-hole making is National Jet's specialty. Shown here is a 0.003-inch-diameter human hair into which the company has drilled a 0.001-inch hole.
Intense competition has some contract machine shops searching for the elusive, profitable manufacturing niche. National Jet (LaVale, Maryland) is on a different quest.
This shop identified its niche 67 years ago. Its claim to fame is micro-drilling holes as small as 0.001 inch–one-third the diameter of a human hair. The ability to deliver metal parts needled with thousands of micro-holes has won the shop a great deal of work in the textile and medical industries because others simply couldn't do it.



However, much of the work delivered to National Jet was pre-machined by other vendors. National Jet became the specialty shop that just added the micro-holes.
That clashed with the company's do-it-yourself manufacturing approach. This shop manually grinds its own carbide micro-drills. It uses its own micro-drilling machines, which it previously manufactured and sold. It machines its own EDM electrode dies to match a variety of unique hole shapes. So it was fitting that the company make a concerted effort to go after the whole machining job, not just the hole-machining job.
National Jet brought in additional CNC machining equipment, including a Swiss-type lathe with air spindles and a vertical machining center with through-spindle coolant, to bolster both its general machining and micro-drilling capabilities.
The micro-drilling specialty still draws the attention, but now the company often wins the entire part-production job by selling the benefits of single-source machining—quicker delivery, reduced part handling steps and lower costs.
Chuck Condor, National Jet's sales manager, and James Odom, general manager, shared information about the company's approach to making micro-holes and how it parlays that talent into additional work from its customers.
How Small Is Small?
National Jet was started in 1937 by John Cupler, who was an innovator in micro-drilling technology. Some years ago, a foreign drillmaker sent him its smallest drill and asked if he could make one that small. Mr. Cupler answered by drilling a hole in that company's drill and returning it to them.
To National Jet, 0.001- to 0.005-inch holes are small, but they are drilled on a daily basis. The company primarily uses its own spade micro-drills, which have diameter tolerance of +0.0000 to -0.0001 inch. For demonstration purposes and to give customers a sense of scale, the company will perform the "small feat" of drilling a hole in a strand of human hair.
Micro-holes are often found in parts through which liquid or gas must precisely flow. A large portion of National Jet's business is machining spinnerettes, or extrusion dies, for the textile industry. Made from hardened 17-4 stainless steel, these circular or rectangular dies may have a single micro-hole or thousands of them.
While holes this small can only be seen under a microscope, many micro-drilling decision factors are similar to standard-sized drilling operations. When examining a new job, National Jet first must determine the most efficient means of making the hole. This largely depends on the type of part, hole shape and depth, number of holes, and lot size.
Microscope-equipped manual machines are often used for R&D projects, one-offs, small production runs or parts that require only a few micro-holes. Some of the company's dedicated micro-drilling machines are fully manual and date back to the 1930s. Others have been retrofitted with CNC tables but retain manual drill feed. Manually feeding such small-diameter drills requires a skilled touch, and National Jet has a number of experienced micro-drillers on staff. "Our operators are actually able to ‘feel' when a micro-drill is becoming dull," says Mr. Condor.
Pecking routines are performed for nearly every micro-drilling operation to ensure quality surface finish and maximize drill life. Coolant or lightweight oil is used to remove material from the drill tip. According to Mr. Condor, most spade micro-drills National Jet makes have an L/D ratio of 7 to 1, while 10 to 1 is generally considered to be the maximum ratio that will still deliver tight tolerances.
Drilling a micro-hole on a curved surface requires a blind pilot hole to prevent the drill from flexing or "walking" on the part. Pilot hole micro-drills tend to be very short, having a maximum L/D ratio of 2 to 1. The company has a proprietary process for making small pilot holes on very sharp edges.
For high production runs or parts with many micro-holes, National Jet will use its CNC machining centers or lathes. The manual machines are often used to test drill new jobs before delivery to the CNC machines. The main reason for this is to determine how frequently the micro-drills should be changed during part production.
The company's new 2215 VMC from Fadal Machining Center (Chatsworth, California) can drill holes as small as 2.5 mm using through-spindle coolant. This eliminates the need for peck drilling, because chips are flushed away from the cutting zone. Smaller-diameter drills without coolant passages can also be used on the machine. Parts are positioned using traditional edge finders or specially ground pointers.
The L32 Swiss-style lathe from Marubeni Citizen-Cincom (Allendale, New Jersey) was purchased to allow complete machining of round parts, including the drilling of the micro-holes, in one setup. The lathe has two 30,000-rpm air spindles that power the micro-drills. The air spindles are used more for small-diameter drilling accuracy rather than very high speed capability. The lathe is also equipped with a bar feeder to allow long, unattended part runs.
Mr. Condor admits many are surprised that micro-holes can be drilled at relatively low speeds. "We've had great success running from 500 to 3,000 rpm for a 0.005-inch hole," says Mr. Condor. "By using a conservative feed, you don't have to spin tens of thousands of rpms to drill micro-holes."
How, or even if, the part can be deburred is also a big factor in how the hole will be made. Every drilling operation requires deburring to clean up the exit side of the hole. National Jet commonly hand-deburrs by lapping the part surface and then using a micro-broach to poke out the burr.
National Jet uses its small-diameter wire or ram EDM equipment for parts that would be difficult to deburr, such as small-diameter tubing, as well as non-circular holes. "We often won't use EDM for deep holes, though, because a taper may develop towards the bottom of the hole as the electrode burns away," says Mr. Odom.
National Jet's EDM machines can produce holes down to 0.001-inch-diameter. Besides hole making, the micro-EDM machines are also used to remove broken drills from parts. Breakage is understandable given the very small drill diameters.
Some of the company's EDM machines have been fitted with linear motors for fast XY table movement and also feature pallet fixturing systems to allow off-line setup and quick job change-over. The EDM machines often run unattended overnight and on weekends. The newest EDM machine has a PC-based control, which allows CAM programs originally written for the CNC machining centers to be quickly modified for use on the EDM machine.
Hole Verification
While National Jet does not measure every hole on every part, it does visually inspect every hole on a Nikon vision system. The vision system allows accurate micro-hole measurement, as well as a detailed view of a hole's finish, which can be e-mailed to the customer for verification.
Some spinnerettes have micro-holes with critical diameter transitions that can't be visually inspected. To check these internal profiles, National Jet injects a two-part rubber compound into the holes. After the rubber sets up, it is pulled from the holes to reveal the exact hole profile. These rubber molds can then be examined on the measuring microscope.
Single-Source Machining
National Jet's micro-drilling capability helped carry the company through the recent manufacturing downturn. However, the company realizes that it must branch out to other industries in order to grow the business. "Our micro-drilling capability got our foot in the door of targeted industries such as telecommunications and aerospace, and it helped us secure a number of R&D projects," says Mr. Condor. "We're also focusing on the growing micro-machining market."
The recent economic ebb also reaffirmed the company's decision to go after the entire machining job. "We often were the part's last stop; the company that just put the tiny holes in a nearly completed part," says Mr. Odom. National Jet now makes every effort to sell customers on the advantages of single-source machining. The new CNC machining centers were purchased in support of that strategy.
It is often helpful for a niche manufacturer to be flexible enough to offer more than just its special machining process. Here are a few single-source machining benefits National Jet offers its customers.
- Quicker delivery—Having one vendor complete the part means less shipping and handling, which translates to quicker delivery. One of the first jobs National Jet was able to bring completely in-house was a small, cylindrical carburetor part that required general turning and threading operations, as well as a critical 0.005-inch through-hole. The company had previously just added the micro-hole to the pre-machined part. National Jet proved to its customer that it could cut delivery time in half by completely machining the part on its Swiss-type lathe, and the company ended up winning the work.
- Design change accommodation—Fast turnaround of new product designs is also vital. To that end, National Jet now stocks spinnerette blanks for its major textile customers. Because carpet manufacturers can't wait months for new spinnerettes, the company pre-machines blanks so it can quickly add the micro-holes and any other special features in order to deliver new designs in a matter of days.
- Better accuracy—Dealing with a single machine shop eliminates the vendor blame game when parts are not machined to specification.
- In addition, a vendor shop that is charged to make the overall shape might not take into consideration issues that are important in special secondary operations like micro-drilling, such as depth of cut.
- Specialty experience—National Jet calls on its micro-drilling know-how to suggest design changes to make the manufacturing process easier and/or less expensive. "If a customer wants an especially deep micro-hole that might be difficult to drill, we might suggest drilling a larger diameter that would taper to the final hole size and minimize the micro-hole drilling depth," says Mr. Condor.








Related Content

3 Tips to Accelerate Production on Swiss Lathes with Micro Tools
Low RPM lathes can cause tool breakage and prevent you from achieving proper SFM, but live tooling can provide an economical solution for these problems that can accelerate production.
Read More
A History of Precision: The Invention and Evolution of Swiss-Style Machining
In the late 1800s, a new technology — Swiss-type machines — emerged to serve Switzerland’s growing watchmaking industry. Today, Swiss-machined parts are ubiquitous, and there’s a good reason for that: No other machining technology can produce tiny, complex components more efficiently or at higher quality.
Read More
Where Micro-Laser Machining Is the Focus
A company that was once a consulting firm has become a successful micro-laser machine shop producing complex parts and features that most traditional CNC shops cannot machine.
Read MoreRead Next

Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More