Larger Equipment Helps Expand Vision
The largest vertical-capacity Carl Zeiss CMM in the Western hemisphere and four large boring mills from MAG Giddings & Lewis prove critical to machining massive wind turbine components at Three-M Tool and Machine.

A 10-foot-tall gearbox housing undergoes final inspection on Three-M’s MMZ-G CMM.
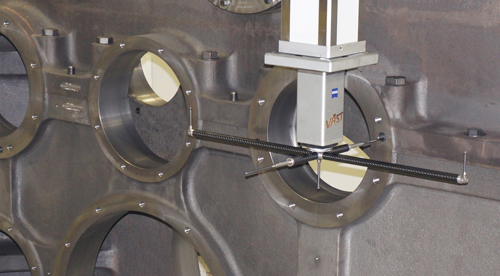
Able to accommodate styli as long as 800 millimeters and as heavy as 600 grams, the MMZ-G’s Vast gold probe enables the company to measure deep into the forward housings.
Share



Hwacheon Machinery America, Inc.
Featured Content
View More




Takumi USA
Featured Content
View More












Mike Gray, quality manager at Three-M, says he appreciates the machine’s Calypso software because it simplifies programming. “In one window, you are able to check and change probes, clearance groups, retract distances and many other settings,” he says. “The ability to change settings on whole groups of features at once saves time and helps check the program for any errors before ever even having a part on the machine.”
The company had its eye on more than just one contract when it invested in the new equipment, and in the years since, that investment has paid off, Mr. Medwid says. He recalls one instance in 2010 when two employees from ZF Industries visited the shop to review its capabilities for producing gearbox housing prototypes. “After two hours they called their boss and said to quit looking because they had found their new supplier,” he says. “I believe that having the Zeiss CMM gave them the confidence in our commitment to quality, and along with our new G&L machines, our processing, and our ability to build our own fixtures, that won the business.”












Related Content

How to Mitigate Chatter to Boost Machining Rates
There are usually better solutions to chatter than just reducing the feed rate. Through vibration analysis, the chatter problem can be solved, enabling much higher metal removal rates, better quality and longer tool life.
Read More
Inside the Premium Machine Shop Making Fasteners
AMPG can’t help but take risks — its management doesn’t know how to run machines. But these risks have enabled it to become a runaway success in its market.
Read More
Inside a CNC-Machined Gothic Monastery in Wyoming
An inside look into the Carmelite Monks of Wyoming, who are combining centuries-old Gothic architectural principles with modern CNC machining to build a monastery in the mountains of Wyoming.
Read More
Orthopedic Event Discusses Manufacturing Strategies
At the seminar, representatives from multiple companies discussed strategies for making orthopedic devices accurately and efficiently.
Read MoreRead Next

Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More