
Increasing Torque For A High Speed Spindle
Torque, not power, is the most important characteristic for determining the cutting performance of a spindle. Increasing spindle torque for a high speed machining center ultimately affects not only the choice of spindle but also the design of the machine.
Share












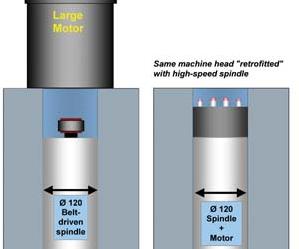
A belt- or gear-driven spindle leaves room for a large motor because the motor can be located apart from the spindle. Replace one of these spindles with a faster, integral-motor spindle, and the new spindle's motor will have to fit inside the existing bore. This has implications for torque, which is proportional to motor size.
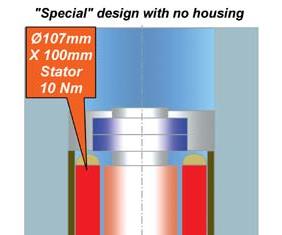
If the cooling jacket itself is used as the spindle housing, the size of the motor can be increased. This special design requires coordination between the spindle maker and the machine tool designer.


Two graphs compare the performance of an integral-motor spindle with a slower, belt-driven spindle. Below 10,000 rpm, the belt-drive spindle develops more torque.
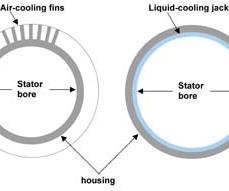
For the same available space, an air-cooled spindle will probably use a smaller motor than a liquid-cooled spindle. The housing for the air-cooled spindle takes up more space because of the need for fins.
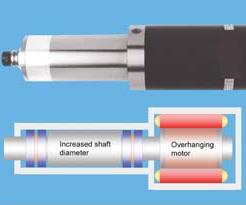
A spindle with an overhanging motor places the motor in back, typically behind the rear bearing set. This spindle design allows for a larger motor, provided the machine design can accommodate it.
Integral-motor spindles are becoming more commonplace on new machining centers. The motor is built directly into the spindle, eliminating the need for a belt or gears for power transmission. Speeds beyond 30,000 rpm are routinely achieved by machining center spindles using this design—a speed level that would be impractical or problematic using a belt- or gear-driven approach.
However, an important challenge facing the designer of an integral motor spindle is how to deliver more torque. This characteristic directly affects the material removal rate because it determines the amount of force that can be applied to the cut. Spindle motors are often characterized in terms of their power, but this number by itself says little about cutting performance. Power is the product of torque and speed, so a high power spindle motor might combine high speed with a low amount of torque at that speed. Also, the maximum power might not be available at the maximum speed. In either of these cases, the high power motor might be relatively small. But the amount of torque that can be achieved is proportional to the size of the motor.



Technological developments in materials, available output frequency and computation speed have all provided methods for increasing a motor's output torque. However, even developments such as these don't remove the relationship between torque and size. In an AC-asynchronous motor (the typical motor for a machining center spindle), torque is generated by the magnetic lines of flux in the "stator" acting upon the electrical currents in the "rotor." Increasing the motor size permits higher current and increases the lines of magnetic flux, thus increasing torque. Machining center designers who want to further increase torque, after motor technology improvements have been implemented, have to accommodate a larger motor. There are various ways to accomplish this.
Longer Motors And Natural Frequency Considerations
One possibility for improving motor torque is to increase motor length. Increasing motor length has the same effect as increasing motor diameter—more lines of flux are produced, and this translates to more motor torque.
Rotor/stator lengths are available in a wide variety from motor manufacturers. From one manufacturer, a stator 100 mm in diameter is available in lengths from 40 mm to 150 mm. The torque output comparison at 30,000 rpm is dramatic. The 40 mm length delivers 3 N-m of torque, and the 150 mm length delivers 15 N-m. ("N-m" stands for newton-meter, a unit for torque. One newton-meter equals 0.74 foot-pound.)
Based on this comparison, it would seem that the spindle builder could simply increase the length of the motor to greatly improve motor performance. Indeed, many machining center designs offer much more freedom to increase spindle length than to increase diameter.
However, increasing motor length can lead to a problem related to the spindle's natural frequency. In most high speed spindle designs, the motor is located between the front and rear bearing sets. Increasing the motor length means increasing the distance between the bearings. This has the effect of making the shaft less stiff between the bearings. This will lower the first of the spindle's natural frequencies, and it may lower it to a value too close to the spindle's operating range. Operating a high speed spindle at a speed equal to or close to a natural frequency will produce a high level of vibration that could lead to tooling failure and may present a safety hazard.
In one example of a prospective spindle design change that was investigated for its effect on natural frequency, a 40,000 rpm spindle was elongated by adding 50 mm to the distance between the bearings. Just this small change lowered the first natural frequency from 51,198 rpm to 44,445 rpm. In other words, a natural frequency would exist within 5,000 rpm of the maximum operating speed. This is too close, because tooling changes can shift this natural frequency value. A difference of 10,000 rpm is considered a more acceptable safety factor.
If an integral-motor spindle was expected to run only at low speeds, natural frequency probably would not be a concern. However, integral-motor spindles are run at speeds of 30,000 rpm and higher, so the freedom to increase the spindle's length is likely to be constrained.
Overhanging Motor Design
Another possible solution for increasing motor torque is a spindle design that places the motor in the back (assuming a horizontal orientation), typically behind the rear bearing set. The rotor may be solidly locked to the main shaft and cantilevered out the back end, or the motor may have its own bearings and a less rigid coupling to the main spindle shaft. In either case, this design can be advantageous for machines that have limited space for the spindle in front, but more space available in back. The design provides these advantages and disadvantages:
Advantages
- For a given cartridge diameter size, a larger diameter motor is possible, providing more torque.
- The size of the shaft between bearings can be increased due to the absence of a rotor, increasing shaft stiffness.
Disadvantages
- The machine design must allow for a larger motor in the rear.
- Overhanging motor mass in the rear limits spindle speed due to natural frequency concerns.
- The spindle will usually have to be installed and removed from the rear.
Cooling Considerations (Air-Cooled Versus Liquid-Cooled)
How the integral-motor spindle is cooled will have a large impact on the available torque. Two common methods for cooling are (1) forced air circulation through cooling fins and (2) forced water circulation through a water jacket surrounding the housing.
For the same available space, an air-cooled integral-motor spindle design will probably necessitate a smaller motor than a liquid-cooled design. The difference is the result of the "thicker" housing that the air-cooled design requires because of the fins.
Even if the same motor size could be used, the rated torque would probably be less. Water is a more efficient means of removing heat than air. And because motor ratings are generally controlled by a motor's thermal limitations, the method of cooling has a great effect on the torque rating for a given motor size.
The space advantage combined with the effect on motor rating suggests that liquid cooling is a must for optimum torque performance.
Special Design (No Outer Housing)
By working closely with the spindle builder, a machining center manufacturer may be able to use a specially designed spindle to allow for an increased motor diameter.
One possibility for increasing the motor size for a typical integral-motor spindle with the motor between the bearings is to do away with the outer housing. The spindle's water jacket can become the outer housing, with the inner bore of the machine head providing the sealing surface for the water passages. This change lets the spindle designer eliminate the 10 to 15 mm of wall thickness typical for the outer housing and increase the motor diameter accordingly, to significantly increase torque.
Consider a 120 mm diameter spindle with a maximum speed requirement of 30,000 rpm. The standard spindle design, with water jacket and separate outer housing, allows for a stator diameter of 90 mm. This stator is capable of producing about 5 N-m of torque.
However, by eliminating the existing outer housing and designing the water jacket sleeve to become the new outer housing, the stator diameter could be increased to 107 mm. Without changing the stator length of 100 mm, the torque produced by this motor would be 10 N-m, which represents 200 percent of the original design torque.
The torque improvements don't have to end there. The increased stator diameter demands an increased rotor diameter, and that means an increased shaft diameter. With this change, it is very possible that the shaft will offer sufficient stiffness for its length to be increased without introducing a natural frequency problem.
If the stator length is increased by roughly the same proportion as the stator diameter change, then the new stator length will be 120 mm. Now the possible motor torque increases to 12 N-m, or 240 percent of the torque from the original spindle design.
About the authors: Paul Frederickson and David Grimes work for The Precise Corporation of Racine, Wisconsin. Mr. Frederickson is application engineering supervisor. Mr. Grimes is a project engineer. This article is an excerpt from a presentation on spindle technology they gave at a recent Society of Manufacturing Engineers conference on high speed machining.








Related Content

How to Accelerate Robotic Deburring & Automated Material Removal
Pairing automation with air-driven motors that push cutting tool speeds up to 65,000 RPM with no duty cycle can dramatically improve throughput and improve finishing.
Read MoreRead Next

5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More