
Improved Break-Out Detection for Small-Hole EDM
The Current EDM RT6050 features software and hardware upgrades that improve the ability to detect when the electrode breaks out of the bottom of a hole.

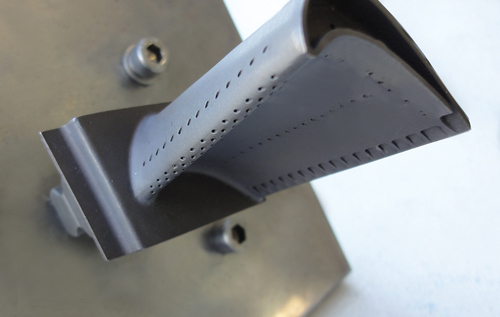
Holes in turbine blades are critical because they provide the cooling airflow that prevents the parts from overheating during operation.
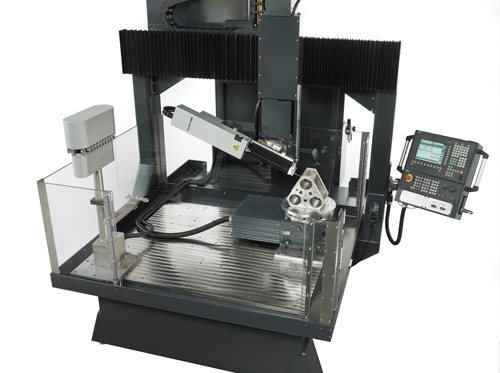
The Current EDM RT6050 is representative of the builder’s five-axis, small-hole drilling machines.
Share












Quickly and precisely drilling small holes in very hard material is a strength of the electrical discharge machining (EDM) process. A long, slender electrode (0.015 inch in diameter or smaller) can penetrate tough aerospace alloys and other difficult-to-machine materials as fast as 20 inches per minute. One of the most important applications for this process is producing critical cooling holes in turbine and jet engine components. However, one persistent problem when producing these holes has been difficulty controlling the process to avoid over-drilling and striking the back wall of an internal cavity or passageway. At worst, “back-striking” can damage this wall and possibly cause a costly part to be scrapped. In any case, it slows the holemaking process and makes it less efficient.








Related Content

Inside a CNC-Machined Gothic Monastery in Wyoming
An inside look into the Carmelite Monks of Wyoming, who are combining centuries-old Gothic architectural principles with modern CNC machining to build a monastery in the mountains of Wyoming.
Read More
Quick-Change Tool Heads Reduce Setup on Swiss-Type Turning Centers
This new quick-change tooling system enables shops to get more production from their Swiss turning centers through reduced tool setup time and matches the performance of a solid tool.
Read More
Orthopedic Event Discusses Manufacturing Strategies
At the seminar, representatives from multiple companies discussed strategies for making orthopedic devices accurately and efficiently.
Read More
High RPM Spindles: 5 Advantages for 5-axis CNC Machines
Explore five crucial ways equipping 5-axis CNC machines with Air Turbine Spindles® can achieve the speeds necessary to overcome manufacturing challenges.
Read MoreRead Next

5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More