How To Machine Aircraft Titanium: Pricing The Process Instead Of The Tool
Part of a series of articles on more efficient machining of pockets in titanium parts, this article describes the importance of considering all of the costs that are affected by the choice of cutting tool.

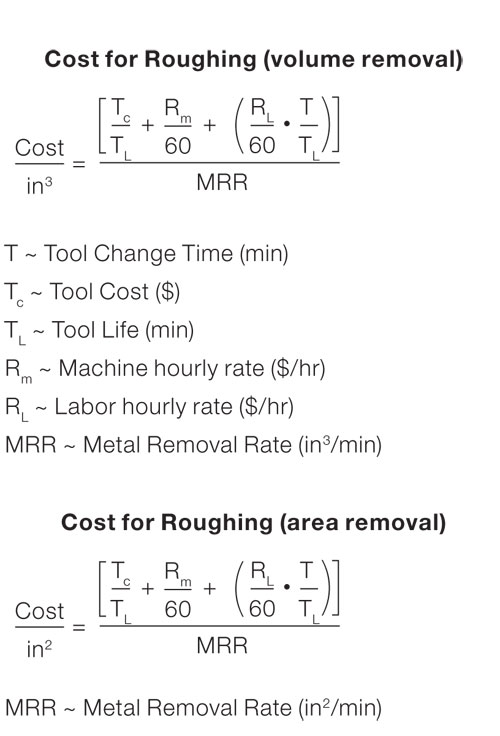
The first formula computes the cost of removing each cubic inch of material based on the cost of machine, labor, and tooling—and the extent to which increased productivity can reduce the impact of the first two of these factors. The second formula makes a comparable calculation for the cost of finishing. The table is based on this second formula.

Expensive tools can actually reduce the overall cost of machining.
Share












Apart from the toolpath considerations in machining titanium, one other important consideration is the danger of false economy when it comes to tool selection. The lowest-cost tool may or may not be least expensive option, say researchers with Boeing’s Research and Technology group in St. Louis. For example, high speed steel (HSS) tooling is used frequently in titanium because of the shock resistance of this material. An HSS tool might achieve a metal removal rate comparable to the best a typical carbide tool can deliver. When this is the case, the less expensive HSS tool can provide the better value.
But many shops have the potential to mill titanium much faster than they do today. The recommendations of the other articles in this series (see “Editor Picks” at right) can allow shops to wring significant benefit from a higher-performance cutting tool such as a 10- or 20-flute carbide end mill. Because machining a part faster reduces the overhead cost absorbed by each piece, productivity improvements can easily make up for the added cost of the tool, even if the tool is quite expensive. This means buying the cutting tool solely for its purchase price can be costly. Even if the tool were free, the overall process might be more expensive because of the extent to which the cutter limits what the process can do.
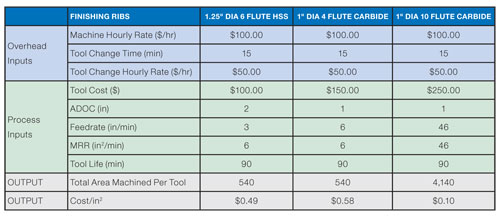
The table (middle photo) in the sidebar on the right illustrates this point. The first two columns show HSS and carbide tools finishing ribs at the same metal removal rate. The “cheaper” HSS tool is also cheaper here in terms of cost per square inch. (Cost per square inch is the more appropriate measure of value for finishing. Cost per cubic inch works for roughing.)
However, the third column in this table is much different. The 10-flute carbide tool achieves a dramatically higher metal removal rate. As a result, even though this tool is more expensive, the overall cost of machining is lower.
The discrepancies between tool cost and tool value can be surprising. Instead of comparing tools, it is important to compare processes—or else the shop is likely to cheat itself with a process that is slow and expensive. The formulas the Boeing group uses to make this comparison are presented at right. Alternatively, enter the values into this calculator to immediately measure how changing the parameters affects the overall process cost—and to see in real time how to get to a more productive and more cost-effective process for machining titanium parts.
Editor’s note: You can read other parts in this series by clicking on Read Next (to the right).
Related Content
-
Can Connecting ERP to Machine Tool Monitoring Address the Workforce Challenge?
It can if RFID tags are added. Here is how this startup sees a local Internet of Things aiding CNC machine shops.
-
Building Machines and Apprenticeships In-House: 5-Axis Live
Universal machines were the main draw of Grob’s 5-Axis Live — though the company’s apprenticeship and support proved equally impressive.
-
How I Made It: Amy Skrzypczak, CNC Machinist, Westminster Tool
At just 28 years old, Amy Skrzypczak is already logging her ninth year as a CNC machinist. While during high school Skrzypczak may not have guessed that she’d soon be running an electrical discharge machining (EDM) department, after attending her local community college she found a home among the “misfits” at Westminster Tool. Today, she oversees the company’s wire EDM operations and feels grateful to have avoided more well-worn career paths.







