
Helical Profile Grinder Uses Superabrasive and Aluminum-Oxide Wheels
The Holroyd Zenith 400 has the capability to grind some of the largest rotors in the industry.

The Holroyd Zenith 400 helical profile grinder was introduced at the recent EMO show.
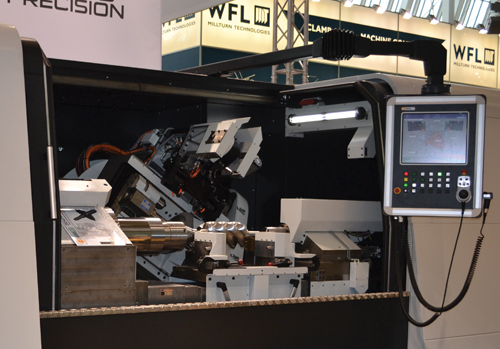
The machine can apply plated CBN, dressable CBN or aluminum oxide as-needed depending on which is the most advantageous for the application.
Share














Autodesk, Inc.
Featured Content
View More

Takumi USA
Featured Content
View More




Hwacheon Machinery America, Inc.
Featured Content
View More
Although the UK is not often thought of as a major source of machine tool technology, a number of UK firms continue to develop innovative products for metalworking manufacturing. One of these companies is the Precision Technologies Group (PTG) of Milnrow, Lancashire. PTG brands include Holroyd, Binns & Berry, Crawford Swift, PTG Heavy Industries and Precision Components. (The company is represented in the United States by RLH Associates Inc. of Monroe, North Carolina)
Related Content
-
How to Mitigate Chatter to Boost Machining Rates
There are usually better solutions to chatter than just reducing the feed rate. Through vibration analysis, the chatter problem can be solved, enabling much higher metal removal rates, better quality and longer tool life.
-
Where Micro-Laser Machining Is the Focus
A company that was once a consulting firm has become a successful micro-laser machine shop producing complex parts and features that most traditional CNC shops cannot machine.
-
How to Determine the Currently Active Work Offset Number
Determining the currently active work offset number is practical when the program zero point is changing between workpieces in a production run.








