
Harnessing the Holding Force
Inserts engineered to augment the vise’s effectiveness allow work to be held rigidly on a tiny clamping area.

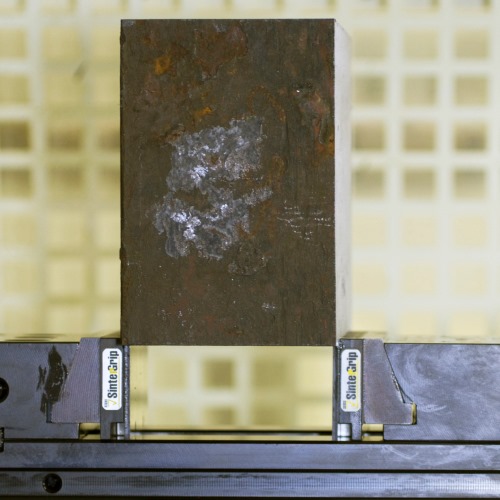
The serrated insert slightly penetrates the part while directing holding force downward toward the table. The result is a secure grip even though the clamping surface is small. See video above of heavy milling cuts on a steel part held with this clamping system.
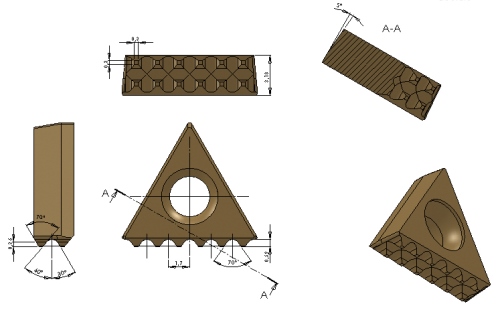
A 5-degree angle on the sides of the insert, plus differences in angles above and below the serrations, all serve to push the part down toward the machine table.
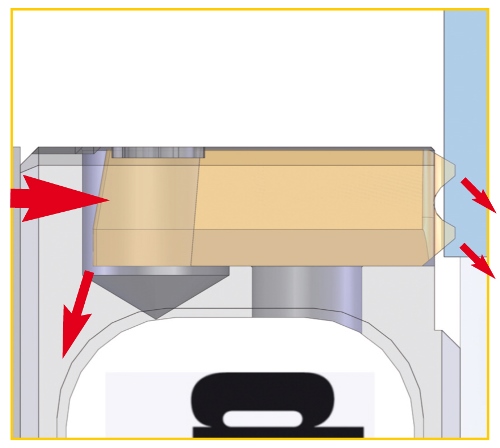
This diagram illustrates the resultant forces.

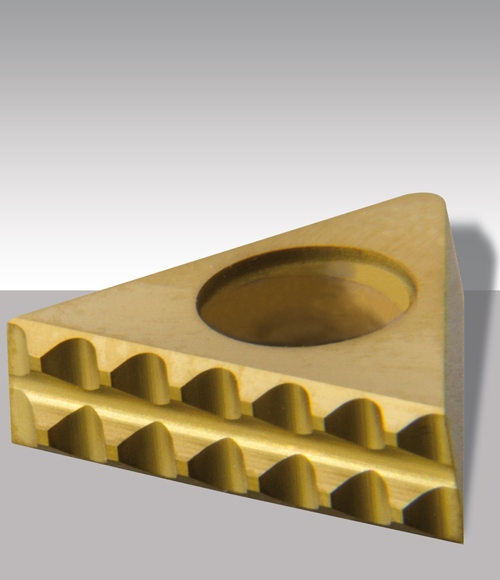
Since the inserts have two rows of serrations, parts can sometimes be clamped on just one row to use an even smaller clamping area.
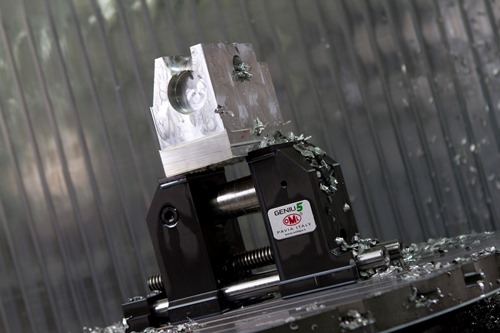
Five-sided and five-axis machining are performed productively with the insert system, because the secure hold permits heavy cutting while all of the part’s surfaces are exposed. In this view, the insert clamping system is used with a vise, also from OML, that was specially designed for five-axis machining.
Share










Hwacheon Machinery America, Inc.
Featured Content
View More








Milling and turning inserts have the shapes they do because the insert’s geometry affects chip formation, thereby affecting the performance of the cut. Insert forms are strategically designed to direct cutting forces in the most effective way.
Could inserts also be strategically designed to direct the force of workholding?



That is the idea behind the “SinterGrip” vise jaws from OML, which use carbide inserts to grip the work. Each serrated insert slightly penetrates the work, while also featuring an engineered form that directs clamping force in a way that improves the vise’s hold on the workpiece. The result is rigid clamping from a system that holds only a tiny edge of the part—just 3.5 millimeters. One of the most important benefits of achieving the secure hold on this small region is more productive five-axis machining.
Lexair supplies the vise jaw system (see Editor’s Note). Steve Breslin, national sales manager for Lexair, describes the connection to five-axis machining. Part of the value of five axes is the chance to machine various faces of the part in a single cycle, he says, but this inherently means that those faces have to be exposed for machining. Clamping on a small area, to get the workholding out the way, typically translates to low holding force. Thus, five-axis machining frequently ends up being delicate machining.
By contrast, the video above of heavy milling in steel illustrates the cutting that is possible using this same small clamping area. The SinterGrip inserted jaws achieve the strong hold for this heavy milling in various ways.
The hold partly comes from penetration. The serrated inserts slightly press into the part upon clamping, to a depth of no more than 0.5 mm (usually much less). In some applications, this impression provides an added benefit, because it creates location references for re-setting the work for re-machining.
Another component of the rigid clamping is the insert’s form. Just like a cutting insert, the shape of this insert aims to channel forces to the process’s advantage. Different angles above and below the serrations produce a resultant force that directs the work downward toward the machine table. Negative angles on the insert faces that meet the pocket also produce a downward-directed force. These effects make better use of the vise’s holding force than straight jaw faces that simply direct the force into a squeeze applied parallel to the machine table.
The inserts come with parallels as part of a jaw system that can be installed on most mechanical or hydraulic vises. Different clamping inserts are designed for different part materials, varying in the number and design of serrations, as well as in the coating applied to the insert. For holding standard steel, the carbide inserts are coated with TiN, while inserts for aluminum are coated with CrN/NbN and inserts for titanium and hardened steels are coated with TiAlCn. Replacing worn inserts is easy, says Mr. Breslin—though he points out that since the inserts are holding the work instead of cutting it, there is no reason to expect that they will ever wear out.












Related Content

6 Machine Shop Essentials to Stay Competitive
If you want to streamline production and be competitive in the industry, you will need far more than a standard three-axis CNC mill or two-axis CNC lathe and a few measuring tools.
Read More
CNC Machine Shop Honored for Automation, Machine Monitoring
From cobots to machine monitoring, this Top Shop honoree shows that machining technology is about more than the machine tool.
Read More
How to Mitigate Chatter to Boost Machining Rates
There are usually better solutions to chatter than just reducing the feed rate. Through vibration analysis, the chatter problem can be solved, enabling much higher metal removal rates, better quality and longer tool life.
Read More
Lean Approach to Automated Machine Tending Delivers Quicker Paths to Success
Almost any shop can automate at least some of its production, even in low-volume, high-mix applications. The key to getting started is finding the simplest solutions that fit your requirements. It helps to work with an automation partner that understands your needs.
Read MoreRead Next

Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More