
Shop's Success Turns on Swiss-type Technology
During the past few decades, the Swiss-type lathe has evolved from a niche product to a go-to platform for done-in-one production of small precision parts. This shop has evolved right along with it.


The pocket in the back face of the screw required drilling and boring as well as a hex broach with 0.0005 inch tolerance to impart the hex shape.

This bonescrew is one example of the type of work HTT’s latest Swiss-types can complete in one setup.

This part used to require multiple operations on both Swiss-types and four-axis VMCs. Now it’s produced in one setup on a Marubeni Citizen-Cincom L20.

The shop has been producing shaft parts like this one for decades. Measuring 24 to 33 inches long, these consumed barstock quickly, an issue that prompted HTT to purchase its first magazine-style barfeeder to save time previously spent reloading the stock.
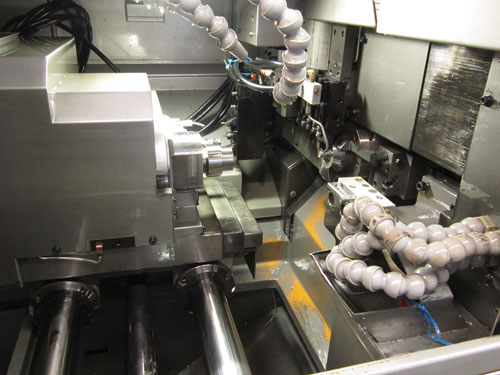
Here is the interior of an L20. These were the first Swiss-types at HTT with what Mr. Heanue calls “the full package”—live tooling; compatibility with various tool attachments; precise C-axis indexing; advanced CNC features; high-pressure coolant; mist collectors; fire extinguishers; and a fully sealed enclosure.
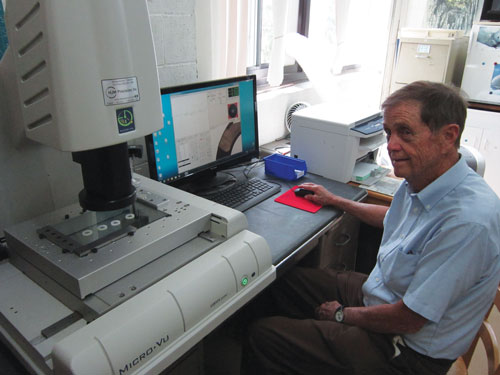
Paul Heanue, HTT’s founder and president, also serves as quality control manager. He says conducting daily checks on all jobs not only helps catch any mistakes early, but also provides learning opportunities.
High-pressure coolant pumps and coolant-through tools are among the most recent and significant advances in HTT’s Swiss-type capabilities.

One result of improved Swiss-type capabilities is that the shop’s milling department has emerged as more of a force in its own right. Rather than being relegated to secondary operations on parts coming off the Swiss-types, the shop’s three-axis VMCs with fourth-axis indexers, such as this Mazak Nexus 410A, can be used for larger parts as well as lower-volume and prototype jobs.
Share











For Paul Heanue and Ron Pelletier, “live tooling” once consisted of drilling cross holes with a Dremel tool that had been suspended from the ceiling and inserted into a tool slot on an old three-axis Swiss-type lathe. That was more than 20 years ago, shortly after Mr. Pelletier became Swiss department manager at Mr. Heanue’s Boston-area machine shop, High Tech Turning (HTT). While the Dremel tool experience is little more than a fond memory, it can also serve as a reminder of just how far HTT has come.
After all, the advent of true live tooling was just one of a series of incremental developments in Swiss-type technology that have helped drive nearly 30 years of steady growth at HTT. Given that HTT’s evolution mirrors the evolution of the machine platform on which it relies, a look at key milestones in the shop’s journey can shed light on the sorts of developments that continue to make Swiss-type lathes a staple in shops seeking flexible, single-setup production of small parts.



A New Generation
Mr. Heanue founded HTT in 1985 with the idea that a new generation of CNC-controlled, sliding-headstock turning machines could outperform the cam-operated models that were still the standard for the mostly electronic-industry work he’d been eyeing. He began with the lease of a 1,000-square-foot facility and the purchase of two machines: a G16 two-axis Swiss-type from Marubeni Citizen-Cincom and, for secondary operations, a TC-211 VMC from Brother with a fourth-axis Haas indexer. As he had suspected, the Swiss-type proved more than competitive with its less-flexible, cam-operated predecessors, and the fledgling company began to attract its first customers.
A Shop in its Prime
Today, the 24-employee shop is on its fourth facility, a 15,000-square-foot plant in Watertown. HTT’s mix of equipment still reflects its initial focus—dual specialties in Swiss turning and four-axis milling—although it is a lot more sophisticated, and there is a lot more of it. In fact, HTT has purchased a new machine at least once per year on average since its founding. Equipment upgrades have been driven more by changing demands from the shop’s now mostly medical-industry customers rather than any arbitrary desire to have the latest, flashiest technology, Mr. Heanue says. However, as many manufacturers can attest, those demands tend to involve increasingly complex geometries, tighter tolerances and tougher materials—and staying competitive requires delivering finished parts faster than ever before.
Consider the titanium bonescrew at the top left of the screen (the first image). Production begins with turning the tip of the screw to prepare the stock for milling the notch at the same location. Then, the threads are whirled from the raw barstock. After a turning operation forms the ball-shaped back end, the part is gripped in the subspindle and separated from the bar. Finally, drilling, boring and broaching operations create the hex-shaped pocket on the back face (second image). The shop produces the screw in seven different lengths in quantities of about 80 parts each.
It wasn’t long ago that HTT couldn’t have dreamed of taking on a part like this. Today, however, the shop performs all of these operations in a single setup on a Marubeni Citizen-Cincom L20, a 20-mm, seven-axis Swiss-type. Cycle time is 150 seconds per screw.
Milestones in Development
Some of the capabilities employed to produce that part are carryovers from earlier generations of machines, and some are genuinely new. Regardless, all represent the culmination of decades of advancements in Swiss-type technology. While different shops do things in different ways, Mr. Heanue and Mr. Pelletier cite certain advancements as driving major turning points in the company’s journey so far.
• Additional Axes and Tools—HTT’s first pick-off subspindle was “revolutionary” because it provided back-side drilling and turning capability that eliminated the need to deburr parts after cutoff, Mr. Heanue says. Later came live tooling stations that enabled drilling cross holes and, working in concert with the pickoff spindle, performing backworking operations. However, any part that required off-center work on either face or anything beyond the simplest milling work still had to be transferred to another machine.
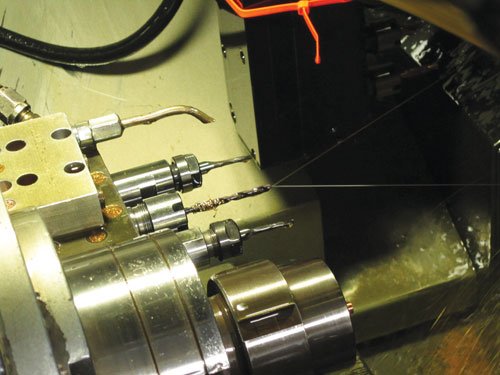
That changed with the addition of a Marubeni Citizen-Cincom L20 in 2006. This was HTT’s first machine with front and back live-tool posts for off-center milling and drilling on both faces of the part. In addition, the L20 was the shop’s first Swiss-type with C-axis contouring. Whereas previous machines provided 5-degree indexing capabilities with shot-pin locking, the L20 offers full C-axis control in 0.001-degree increments through the main spindle drive motor. This enables programmers to slowly and precisely rotate the spindle in concert with other axes for more complex milling work. The curved slot visible in the third picture, for example, once had to be machined on one of the shop’s four-axis VMCs, Mr. Pelletier says. Now, the whole part is done complete on the L20.
• Faster, More Capable CNCs—In addition to facilitating complex motion like the C-axis interpolation described above, the latest CNCs simply process code much faster than before. To illustrate why this is important for a shop like HTT, Mr. Pelletier offers a hypothetical example of a part that requires machining OD threads in a narrow area between a shoulder and the unmachined barstock protruding from the spindle. To machine the thread correctly, the tool needs to proceed at the proper speed and feed rate immediately upon dropping in directly behind the shoulder. “If the CNC is sluggish, you’ll get an incomplete or incorrect thread because your parameters won’t be right until you’re three threads in,” he explains. “Then, as you come to a stop, it might pull out before you finish.”
• Improved Stock Loading—HTT’s first Swiss-types used gravity bar feeds. These labor-intensive feeders employed a cable-and-weight system to feed a single, 12-foot bar into the machine. Eventually, gravity-feed models gave way to hydrodynamic feeders that centered and lubricated the bar by completely enclosing it in oil and moving it via a pusher. While this eliminated vibration and the associated accuracy and wear and tear problems that were common to gravity-feed models, these systems still held one bar at a time that had to be manually loaded. In contrast, the hydrostatic, magazine-style models currently installed on most of the shop’s more advanced machines change bars automatically.
• High-Pressure Coolant—One of the most significant productivity drivers at HTT is also one of the most recent: high-pressure coolant. Compared to flood coolant, directing a targeted stream of cutting fluid at pressures as high as 2,000 psi dramatically improves lubricity, chip clearance and tool life, Mr. Pelletier says.
In fact, high-pressure coolant is the primary reason HTT purchased its first L20. The shop had quoted on a job for a 1-inch-long dental part that required drilling a blind hole most of the way through the face. The company didn’t have much experience with titanium at that point, but it did have enough to recognize how problematic that material could be. “It would heat up very quickly. We had chip control problems, and we were burning tools up left and right,” Mr. Pelletier recalls.
Despite its best efforts, the shop managed to churn out only about 100 parts per day. Given that uncompetitive rate and the knowledge that more customers would demand titanium work in the future, management decided it was time for an upgrade. After installing the L20 with its high-pressure coolant pump, the shop boosted output on the troublesome dental part to 600 pieces per day, and tool life improved as well.
HTT attributes the benefits of high-pressure coolant to more than just a pump. The most obvious examples are coolant-through tools and holders that ensure the fluid directly impacts the point of cut. Also, unlike previous models, the L20s, A32s and other newer Marubeni Citizen-Cincom machines on the shop floor feature fully sealed enclosures. Along with the machine tool builder’s Cool Blaster mist control systems, this prevents mist generated by the high-pressure coolant from escaping into the shop.
• Tooling and Accessories—One major shift for HTT was switching from solid carbide tooling to mostly indexable cutters. A major drawback of the previous tools was that they had to be ground to the proper angles in-house. While replacing inserts was also expensive, the cost calculation was easier once insert tools became more widely available in the mid-2000s, Mr. Heanue says. “Our suppliers can get everything we want delivered by 9:30 the next morning,” he notes. “That wasn’t always the case.” As an added benefit, the coatings common to insert tools help greatly with titanium and other difficult-to-machine materials.
Similarly to the increased availability of insert cutters for Swiss-types, an entire submarket has grown around various tool accessories. Examples include attachments that enable more live tools to fit in one station and attachments for operations like broaching and thread whirling, two processes the shop commonly uses for its medical work. Through the years, such accessories have significantly contributed to reducing secondary operations on parts produced in the Swiss department, Mr. Heanue says.
A Mature Production Sequence
On some level, all of the developments above play a role in the shop’s ability to produce a part like the bonescrew depicted in the first and second pictures. First, dividing the cycle time as equally as possible between the main and pick-off spindles—a strategy employed for the majority of the shop’s work—was essential to getting cycle time to 150 seconds. While one screw is turned, milled and whirled in the main spindle, another undergoes drilling, boring and broaching operations in the subspindle.
Likewise, the threads couldn’t have been machined without a multiple-insert whirling attachment. Given the form and length of the thread, single-point turning would be impossible because it would require multiple passes, Mr. Pelletier says. However, multiple passes would necessitate bringing the part back through the guide bushing, which could cause jams or other problems. The whirling attachment’s 12 different inserts also make it especially prone to clogging with chips. This, as well as the high levels of heat common to titanium machining operations, necessitates the use of high-pressure coolant. Mr. Pelletier also points out that achieving the required pitch-to-feed ratio would have been impossible without the L20’s precise C-axis indexing capability. Finally, the broach used to machine the hex form at the back end of the screw has a tolerance of 0.0005 inch. At that level of accuracy, the shop has few other machining options. “We could have used EDM, but that can get expensive,” Mr. Pelletier says.
Lessons Along the Way
Although HTT never would have been successful without the right technology, Mr. Heanue says there is another, even more important factor: people. That might sound cliché, but in this case, Mr. Heanue insists that a management philosophy with a set of specific principles helps ensure HTT’s staff is both productive and in good spirits more often than not. Here are just a few of those principles:
• Facilitate learning on the job. HTT still maintains older machines for training purposes. “People learn better by doing,” Mr. Heanue says. “It’s important to have a good mix of machines so you can put new employees to work and get them to start learning at the same time. We have seven- and nine-axis machines operated today by people who learned on a two-axis.”
• Let people make their own way. “We like to let people work themselves into a job,” Mr. Heanue says. “We’ve had shipping clerks become sales managers. We find that people will find what they’re best at on their own without having to box anybody in.”
• Make the most of mistakes. The shop’s quality control process involves thoroughly checking parts from all jobs on a daily basis. In addition to reducing scrap, catching errors early makes them easier to rectify, and, perhaps more importantly, presents learning opportunities. “A lot of companies I’ve worked for had an attitude that when things went wrong, they needed to find out who was to blame,” he explains. “Our attitude is that we shouldn’t try to blame someone, but rather, try to learn what went wrong and how to fix it. No one has to feel guilty, and no one has to feel like there’s any reason to hide a mistake, either.”
For High Tech Turning, the voyage ahead will undoubtedly involve new challenges and new lessons. Nonetheless, if the past is any indication, continued advancements in Swiss-type machining and a people-first management philosophy will no doubt prove more than sufficient to keep the shop moving forward.








Related Content

EDM, Laser Micromachining and More at GF Medical Demo Center
At GF’s Medical Center of Competence, the company shows off EDM and laser features that could make a large impact on medical manufacturing — and elsewhere.
Read More
Arch Cutting Tools Acquires Custom Carbide Cutter Inc.
The acquisition adds Custom Carbide Cutter’s experience with specialty carbide micro tools and high-performance burrs to Arch Cutting Tool’s portfolio.
Read More
Tungaloy-NTK PCD Grade Optimizes Dimensional Accuracy
The DX200 is an effective tool for machining application-specific components that demand high levels of material purity, such as metal medical implants and sputtering targets for semiconductor applications.
Read More
Orthopedic Event Discusses Manufacturing Strategies
At the seminar, representatives from multiple companies discussed strategies for making orthopedic devices accurately and efficiently.
Read MoreRead Next

Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More