
G-Code Simulation Ensures Precise Machining of Large Parts
Elliott Group implemented Vericut machine simulation software from CGTech and eliminated scrapped parts due to programming errors. It also helped improve employee safety.


Ron Topper, supervisor of Rotor Division Machining and Assembly, looks over a large centrifugal compressor impeller. Many of the parts produced in the rotor department are as large as 80 inches in diameter.
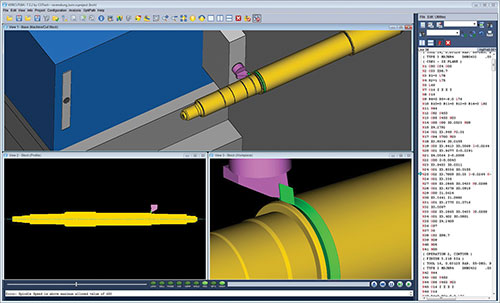
Using Vericut CNC verification and simulation software from CGTech has given Elliott Group the ability to simulate from the same G codes that drive the machine. In this instance, it is used to simulate the turbine shafts machined on the Ravensburg machine.
Scrapped parts due to programming errors are no longer a problem for Elliott Group since it installed Vericut software.

George Slezak, impeller programmer for the Rotor Division, says Vericut lets programmers know when they need to modify tools to meet clearance issues.

George Deitz, VTL operator, works on small centrifugal compressor impellers. Using Vericut software helped the company go from 27 scrapped parts a year to zero.
Share









Hwacheon Machinery America, Inc.
Featured Content
View More

.png;maxWidth=45;format=webp)
DMG MORI - Cincinnati
Featured Content
View More




Autodesk, Inc.
Featured Content
View More
When a part is more than 6 feet in diameter, programming mistakes can be disastrous. Not only can CNC machine tool crashes lead to costly scrapped parts, but they can also jeopardize operator safety. To eliminate these problems in its Jeannette, Pennsylvania, facility, Elliott Group implemented Vericut CNC verification and simulation software from CGTech (Irvine, California).
Elliott Group, which is wholly owned by Ebara Corp. of Haneda, Japan, has designed, manufactured and serviced turbo machinery for more than 100 years. The company’s primary products include centrifugal and axial compressors, steam turbines, power recovery expanders, and lubrication systems for rotating equipment used in the oil and gas, refining, and petrochemical industries, as well as in other process and power applications.



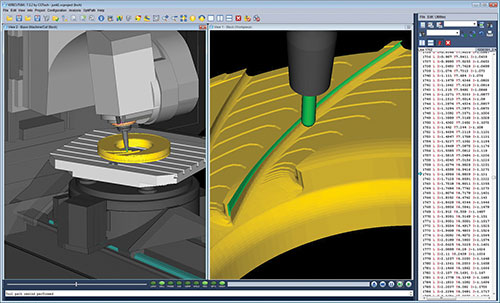
For one particular application—impeller manufacturing—Elliott Group uses five-axis milling to ensure the quality of the advanced designs. The impellers are stress relieved, machine finished, statically and dynamically balanced, spin tested, and mounted with an interference-fit onto the shaft. Shaft-to-impeller keys are used for extra stability in high-pressure and high-power applications. The impellers are very large, expensive, one-of-a-kind parts with complex profiles, grooves and tolerances as tight as ±0.0005 inch. They are run primarily on vertical turret lathe (VTL) machines.
To cut turbine shafts, Elliott Group uses a Ravensburg machine, which, according to George Slezak, impeller programmer in the Rotor Division, is a very complicated machine. With more than eight axes, machine tool clearance is always an issue, he says. For example, some turbine shafts have small gaps between the discs on the shaft. He must verify that the Ravensburg’s swords (turning attachments) or machine quill, clear when going in between the discs.
In 2010, Elliott Group scrapped 27 parts due to programming errors, most of them related to gouging tools or toolholders not clearing. In other cases, the tool rapid-traversed across the part. To make matters worse, the parts produced in the rotor department are as large as 80 inches in diameter.
“Parts this large can come off the machine due to a tool crash, seriously injuring anyone in the vicinity,” Mr. Slezak says. “CAM systems do not always show the postprocessor outputs. Our CAM systems only verify CL data, not the actual G code that the CNC machine tool reads.”
The answer to Elliott Group’s challenges came with the installation of full multi-axis Vericut machine simulation software. The ability to simulate from the same G codes that drive the machine gives programmers the confidence to run parts without the risk of injury due to a machine crash.
“The number one reason Vericut was chosen, of course, was safety,” Mr. Slezak says. “Worrying about a crash used to be part of our day-to-day routine. Not anymore.”
Vericut shows material removal at the workpiece level and simulates entire machine tools as they appear on the shop floor. The program also simulates NC machine controls and supports advanced control functions to reduce the possibility of a machine crash. Machine simulation detects collisions and near-misses between all machine tool components such as axis slides, heads, turrets, rotary tables, spindles, toolchangers, fixtures, workpieces, cutting tools and other user-defined objects. A user can set up near-miss zones around the components to check for close calls and detect over-travel errors.
To get up and running quickly with Vericut, Elliott Group also purchased an interface to its CAM system. All of the modeled elements from the CAM system are imported into Vericut, including the raw material, fixtures, clamps, cutting tools, holders and other machine structures. These elements must be positioned correctly to prevent collision with any other element during the machining process.
Mr. Slezak used the free downloadable training sessions that CGTech offers for many of the CAM interfaces available. “The Quick Start training sessions were very helpful. When we implemented the interface to our CAM system it was very easy to use,” he says.
In 2013, not a single part was lost due to programming error, although output tripled during the same period of time. As a result, Elliott Group management sees Vericut as a very good risk-management tool and a big money saver.
“Going from 27 parts scrapped to zero, paid for the software and then some,” Mr. Slezak says. “Programmers are extremely proud of the software. It saves time and money, and gives them peace of mind. We know exactly when we need to modify a tool or change tools to meet clearance issues. Machinists are now more comfortable when they hit ‘cycle start,’ and rarely touch the big red emergency stop button.”












Related Content

Can ChatGPT Create Usable G-Code Programs?
Since its debut in late 2022, ChatGPT has been used in many situations, from writing stories to writing code, including G-code. But is it useful to shops? We asked a CAM expert for his thoughts.
Read More
6 Machine Shop Essentials to Stay Competitive
If you want to streamline production and be competitive in the industry, you will need far more than a standard three-axis CNC mill or two-axis CNC lathe and a few measuring tools.
Read More
Continuous Improvement and New Functionality Are the Name of the Game
Mastercam 2025 incorporates big advancements and small — all based on customer feedback and the company’s commitment to keeping its signature product best in class.
Read More
ERP Provides Smooth Pathway to Data Security
With the CMMC data security standards looming, machine shops serving the defense industry can turn to ERP to keep business moving.
Read MoreRead Next

Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More