
Face Mills Keep Shop from Making Large Capital Expenditure
By retooling its machines with Tedimill face mills from Ingersoll Cutting Tools, Ward Production Engineering was able to take on a jump in order volume without making a large capital investment.

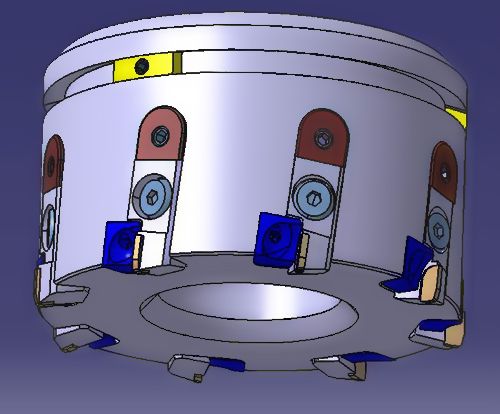
This detailed sketch of a Tedimill cartridge-type PCD face mill shows coolant nozzles in the blue clamping wedges, two-way clamping in the light blue Allen set screw and the dark blue wedge, and the strong, dynamically balanced cutter body. Tedimill aluminum face mills are certified for 16,000-sfm service right out of the box.

Here is the face milling setup on diesel manifolds at Ward Production Engineering. Simple drop-in replacement with Tedimills doubled throughput on this 24/5 operation.

This 6-inch Tedimill cartridge cutter face mills an aluminum manifold at 10,000 rpm, 427 ipm and 0.200 inch DOC—twice as fast as with the previous PCD cutter. Despite interrupted cuts and a higher removal rate, the new face mill delivers a 3.2-micron finish and longer edge life. The face mill features rigid clamping, coolant aimed directly at the cutting edge, positive rake geometry and easy axial cartridge adjustment to 2 microns.

A Ward toolsetter completes a cartridge change on the Tedimill face mill. Combined clamping and wedging prevent micro-movements in the seat, eliminating chatter and premature insert failure.
Share












Hwacheon Machinery America, Inc.
Featured Content
View More







Normally, a jump in order volume is cause for celebration, but that success can turn into a problem if a shop is already running at maximum capacity. Ward Production Engineering in Fort Wayne, Indiana, was looking at the possibility of making a $500,000 capital investment just to take on such an increase. But the company was able to increase its production capacity without purchasing a new machine tool when it discovered Tedimill face mills from Ingersoll Cutting Tools (Rockford, Illinois). What’s more—the new face mills helped the company save $300,000 a year in machining costs on two parts alone.
It makes sense that adjusting the tooling would have such an impact on Ward, because about 85 percent of its machining workload is face milling. The integrated second-tier automotive parts supplier operates an aluminum foundry and an 85-person machine shop 24/5.



The two parts mentioned above were diesel engine manifolds that Ward machined in a 60,000 to 75,000 annual volume and rocker arms with a 15,000 per year volume. The manifold measures about 30 inches long, 5 inches high and 10 inches wide, weighing about 18 pounds in its finished condition. Machining the piece involves extensive, interrupted cuts.
In late 2013, the company received an 8 percent jump in order volume for the manifold that it couldn’t accommodate using its previous cutter on two Mazak Cadet horizontal CNC mills. Any attempts to speed the process led to excessive tool wear and the risk of tool wrecks damaging $1,900 cutters.
Rather than add a new machine tool, Ward was able to take on the increased order volume by adding a Saturday shift and retooling with the Tedimill, says Foreman Gary Short.
Unlike any other PCD cartridge mills, the Tedimill features rigid cartridge seating, positive-rake presentation and coolant delivery directly to the cutting edge (see photo on page 98). Insert corner radii are replaced by small, 45-degree chamfers to reduce axial cutting forces. The cutters are also dynamically balanced to meet 16,000-sfm ratings right out of the box.
Mr. Short learned of the new cutter during a tooling seminar at Ingersoll. The seminar included a demo of an aluminum face mill developed by Ingersoll’s European sister company, Italian Technical Diamond Company. In the demo, the Tedimill with brazed PCD cartridges running in the high-speed machining (HSM) mode completed an aluminum auto part much like the Ward workpiece in half the time of the next-best available PCD face mills, and it left a chatter-free finish when run at 16,000 rpm, Mr. Short says.
He asked presenter Craig Bastian to visit Ward and conduct an on-site live trial on the manifold job. It was planned as a drop-in retooling on the company’s Mazak 6800 horizontal CNC with a 10,000 rpm spindle, which would be nowhere near the limits of the tool.
When Mr. Bastian visited Ward along with Ingersoll Field Representative Jim Plummer, he recognized the machine’s spindle limitation and recommended much higher parameters. In fact, he recommended starting at triple the feed rate, double the spindle speed and double the cutting depth over previous settings.
“Let’s not forget, it takes a very strong cutter and very rigid insert cartridges to mill at 57,000 rpm chatter-free without flying apart, so we were certain that the Tedimill could survive those higher machining rates,” Mr. Bastian says.
The two men also recognized that the Mazak Cadet is built more to handle steel parts, so they were confident the machine could run at these parameters. Mr. Short, however, was not so sure. He was concerned about wrecking the cutter or blowing the cartridges, especially because of the interrupted cuts. In fact, he joked with Mr. Bastian about guaranteeing the tool.
So they started conservatively, only to work back up to Mr. Bastian’s original recommendations. With a 6-inch Ingersoll Tedimill cartridge-type PCD face mill, Ward mills the manifold at 10,000 sfm and 427 ipm in a single 5-mm (0.200-inch) pass. That’s more than twice the speed and feed as before—on an interrupted-cut workpiece—and twice the depth of cut. The finish pass is the customary 0.010 inch to deliver a 3.2-micron finish. Now, all face milling on the manifold is completed in 58 seconds, which is down from 1 minute and 58 seconds with the previous positive-rake cutter with either PCD or carbide inserts—Mr. Ward had tried both.
Tool life has improved as well. “We expect 50 percent longer edge life, but can’t tell for sure yet,” Mr. Short says. “That’s because the original edges are still running fine after three months of 24/5 use, and surface finish remains well within specs at 3.2 microns. By this time with the previous tool, we’d have to have changed inserts at
least once.”
Mr. Short did the math and made the case to management. He also networked with Mitch Bair at Ingeroll distributor Specialty Tools to nail down local stocking of the Tedimill inserts. On only the manifold and rocker arm, he projected a four-week return on investment for the Tedimill, even though the package cost $20,000—about twice as much as the previous tool. According to the company, payback in less than a month with a robust MRO supply chain for process security was a no-brainer.
Now, Mr. Short easily meets the order increase for manifolds by retooling the two Mazaks with Tedimills and adding a Saturday shift. “That’s certainly more cost effective than adding a $500,000 machine to the fleet,” he says. Based on what he’s seen, he says they could safely push the machining rates still further.
The company now uses 6-inch Tedimills with aluminum bodies; the 4-inch cutters have titanium bodies. “To me, the biggest difference is the much more rigid insert cartridge seating, which keeps everything stable at these higher machining rates,” Mr. Short says.
Ward has since tooled five more machines with Tedimills in 4- and 6-inch diameters, essentially standardizing on it for all face milling. The average margin of improvement on all jobs has been consistent: about 2 to 1 in cycle time, and 50 percent in edge life.
















Related Content

Briquetting Manufacturer Tools Up for Faster Turnaround Times
To cut out laborious manual processes like hand-grinding, this briquette manufacturer revamped its machining and cutting tool arsenal for faster production.
Read More
Shoulder Milling Cuts Racing Part's Cycle Time By Over 50%
Pairing a shoulder mill with a five-axis machine has cut costs and cycle times for one of TTI Machine’s parts, enabling it to support a niche racing community.
Read More
The Impact of Cutting Teeth Spacing on Machining Stability
Many cutter designs are available, and variable teeth spacing (or variable pitch) cutters can be used to influence milling stability. Let’s discuss why teeth spacing affects stability.
Read More
How to Troubleshoot Issues With Tool Life
Diagnosing when a tool is failing is important because it sets an expectation and a benchmark for improvements. Finding out why gives us a clue for how to fix it.
Read MoreRead Next

Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More