
Could The Highest Price Cutter Be The Least Expensive?
An evaluation of different cutting tool technologies for machining carbon fiber reinforced plastics
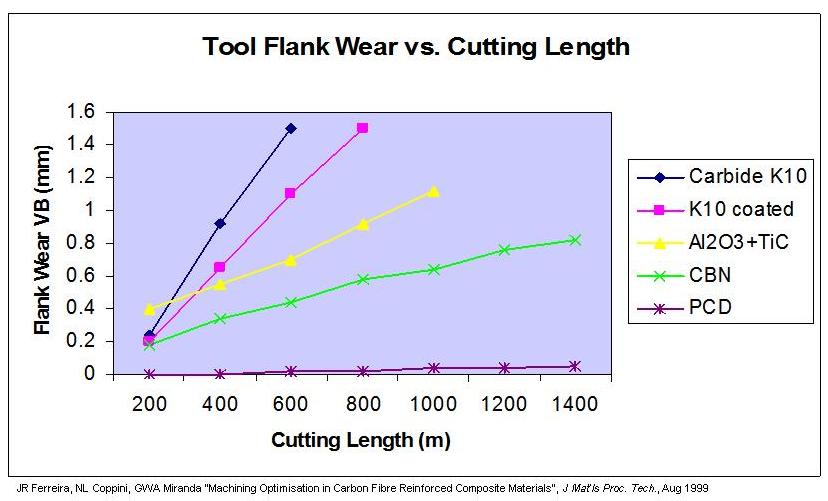
Figure 1 - Tool material wear rates in CFRP machining
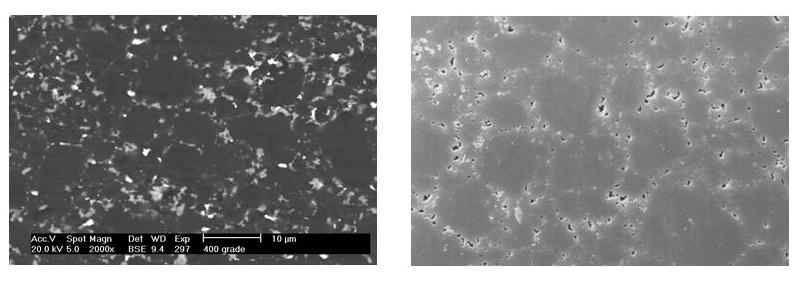
Figure 2 - PCD microstructures
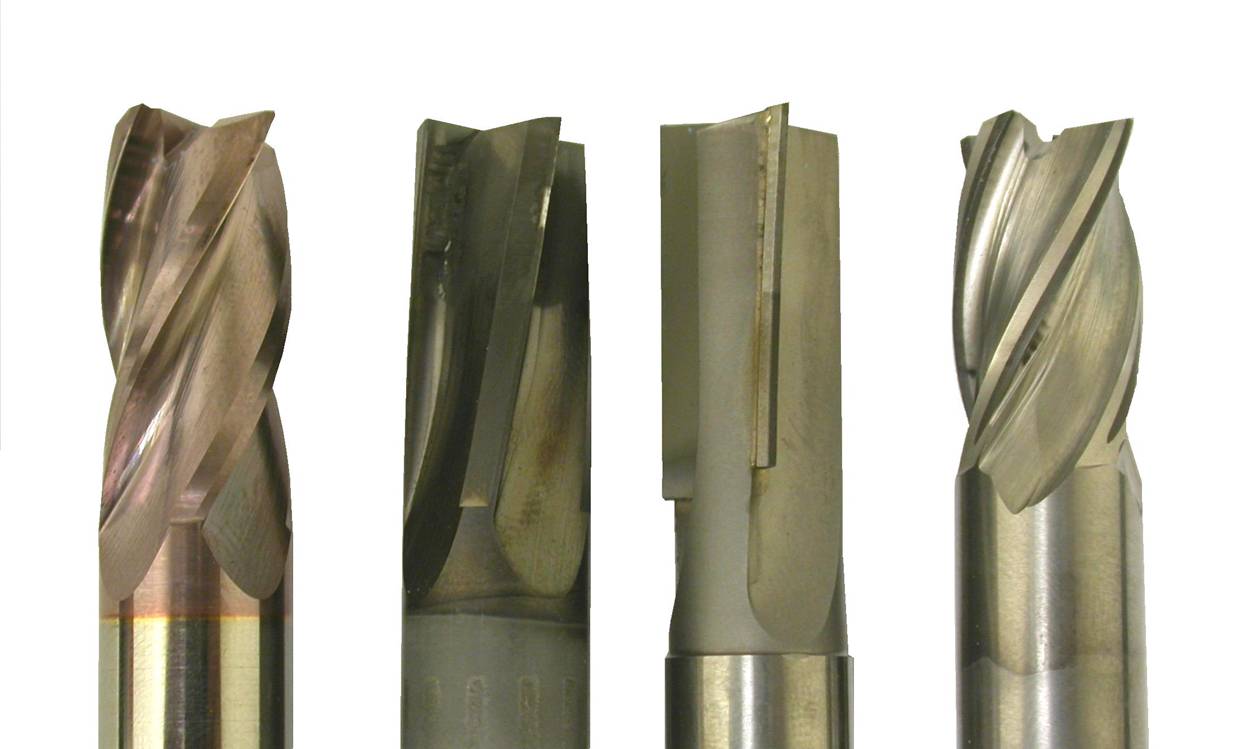
Figure 3 - Tools tested
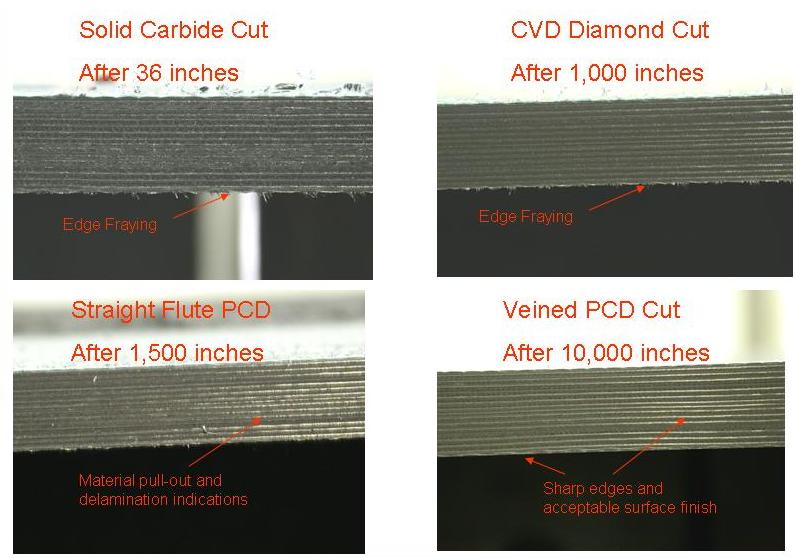
Figure 4 – CFRP edge surface finish results
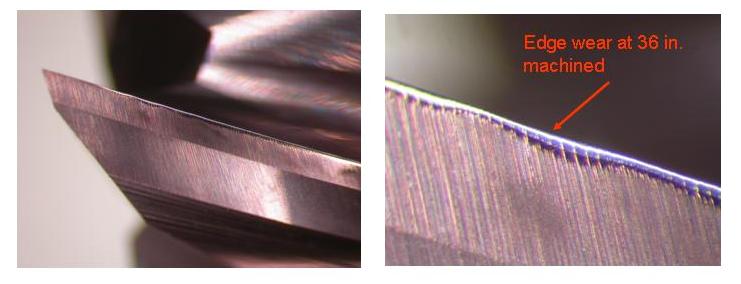
Figure 5 - Worn carbide tool after 36 in.
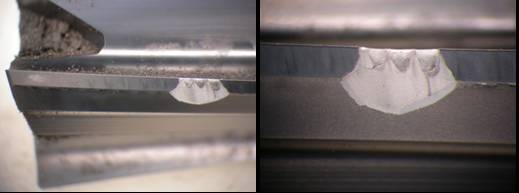
Figure 6 - Worn CVD diamond tool after 1000 in.
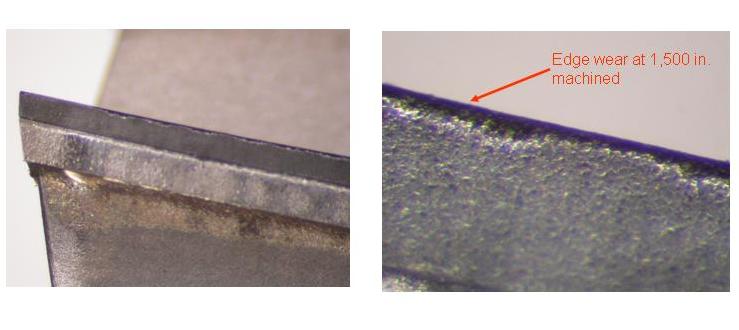
Figure 7 - Worn straight edge PCD tool after 1500 in.
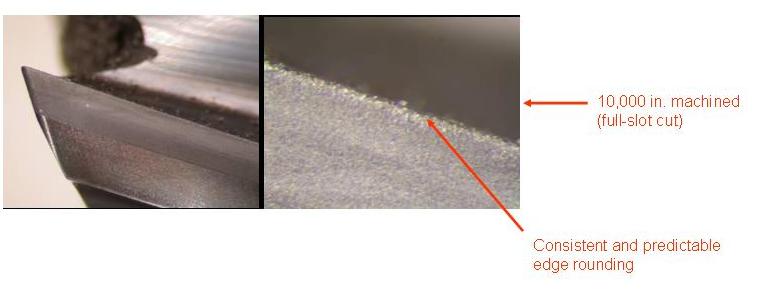
Figure 8 - Worn helical vein PCD tool after 10,000 in.
Share












With the rapid increase in the use of carbon fiber reinforced plastic (CFRP) materials in the aerospace industry and other industries, manufacturers are eager to find better methods for machining components made from these materials. Traditional cutting tools have shown poor tool life, long processing times and potential damage to the component, necessitating costly rework. Due to its extreme properties, diamond is known to provide excellent wear resistance in CFRP. However, there have traditionally been limitations to the tool designs that can be produced using diamond as a cutting tool material. Recent advancements in polycrystalline diamond (PCD) manufacturing and tool fabrication techniques have lead to the development of an end mill for routing and trimming CFRP components featuring helical cutting edges and other advanced cutting tool geometries. The application of this tool in both laboratory testing and in production has demonstrated that this technology provides an attractive solution for CFRP machining in terms of tool life, cutting speed, surface quality and most importantly, productivity and cost efficiency.
Introduction
Carbon fiber reinforced plastic materials, sometimes referred to as carbon fiber composites (CFC), are seeing a rapid increase in use in the defense and commercial aerospace, automotive, energy generation, and other industries seeking to improve performance, fuel efficiency, and reduce maintenance costs. The properties making CFRP an attractive structural material include: high strength-to-weight and high stiffness-to-weight ratios, corrosion resistance, and high durability. CFRPs are about 70% lighter than steel and about 40% lighter than aluminum, while costing only about 20% more.



The efficient machining of these materials is assuming an important role in influencing their implementation into these various industries. Though most CFRP components are produced to near net shape, many require finish machining operations such as edge trimming, slotting, and drilling to meet surface finish, fit, and assembly requirements. Unfortunately, machining technology has lagged behind the extensive work done in materials development and composite manufacturing techniques, limiting the application of these advanced structural materials in fully automated, large-scale manufacturing processes. Inefficient machining technology not only limits the cost effectiveness of the application of these materials, but can also damage costly components, reducing strength properties and reliability or necessitating costly rework.
This paper focuses on an edge trimming process, comparing various milling tools available for CFRP machining. It further presents the results of an orthogonal machining test performed on multi-directional laminar CFRP panels. A cost efficiency model is presented comparing the overall processing cost employing the various cutting tool technologies.
Challenges of Machining CFRP Materials
The machining of CFRP presents particular challenges in comparison to metal cutting processes, as this composite material differs completely from structural metals. In metal cutting, the workpiece material is substantially softer than the cutting tool material, and material is removed by plastic deformation, flow and shearing off of metal chips. Due to the hard and brittle nature of fibers in CFRP, material removal is accomplished by a series of brittle fractures. The high hardness of the fibers also causes CFRP to be extremely abrasive, resulting in high wear of the cutting edge. CFRP, being an anisotropic, fibrous, laminated material, is sensitive to damage that can occur during the machining process. Chip formation mechanisms depend heavily on fiber orientation. Wear on cutting edges results in increased cutting forces, and the effects of fiber orientation with respect to the direction of cut are amplified. Cutting forces are minimized by maintaining a sharp cutting edge, which localizes the cutting energy to a precise cutting zone.
Most of the mechanical energy put into any cutting operation is transformed into heat. This poses yet another problem in the machining of CFRP materials as opposed to metal cutting, the management of the heat resulting from cutting. In an ideal metal cutting process, the majority of the heat generated in the cutting zone is removed by the chip. CFRP materials on the other hand have low thermal conductivity, resulting in heat build-up in the tooling and the potential for thermal damage to the epoxy matrix. Many manufacturers of CFRP components prefer to machine without the use of a liquid coolant that could wick into and damage the laminate part, further exacerbating the tool heating issue.
Successful Machining Process
The cutting process can be defined as a system where energy developed in the machine is transferred to the workpiece in a controlled localized manner, imparting the energy in a precise direction and location on the workpiece to most effectively fail the material in a controlled way to produce a chip, while minimizing damage to the workpiece. The success of a cutting tool application is dependent on many factors to include: tool material, tool geometry, cutting parameters and set-up rigidity.
Tool material
Effective mechanical material removal methods require a cutting tool material that is substantially harder than the material being removed. The following tool materials encompass the bulk of materials used in today’s cutting tool industry:
- High-speed steel
- Cemented carbides (most commonly tungsten carbide with a cobalt binder)
- Ceramics
- Cermets
- Ultrahard materials (diamond and cubic boron nitride)
The extreme abrasiveness of CFRP materials limits successful application to only the hardest of tool materials, thus high-speed steel is not an option and even tungsten carbide tools wear rapidly in CFRP. Work has been done to measure the relative wear performance of various cutting tool materials while machining CFRP. The results of this work (Figure 1) showed that in continuous turning of a CFRP component, diamond tools offer the highest abrasion resistance compared to tungsten carbide (ISO K10), ceramics, and cubic boron nitride.
Tool geometry
Tool geometry in defined-edge cutting tools plays a significant role in the efficiency of the cutting operation. The effective cutting of CFRP materials is best achieved by delivering high, localized cutting forces to the carbon fibers, severing the fibers in a brittle fracture mode. The rake angle and clearance angles of the cutting edge provide the proper attack angle and prevent rubbing, which can generate heat and cause tool wear.
It has long been understood in metal cutting that a helical cutting edge provides a more efficient cutting action than a straight edge and is also more effective in chip evacuation. Helical geometries provide an equal and constant shear force along the cutting length. The cutting forces on the edge of a helical tool build more gradually and are more widely distributed along the cutting edge as compared to a straight- or skewed-edge tool. A helical tool also provides greater cutting edge engagement in the workpiece at any given moment of the tool’s rotation. Also at greater radial depths of cut, two teeth are engaged in the cut at any given moment, keeping the tool constantly loaded. This avoids sending an interrupted bending and harmonic moment into the tool. The spiral flutes of a helical tool also lift and evacuate chips more efficiently, which prevents re-cutting chips and interference with an effective cutting action.
Application parameters
The cutting parameters greatly influence the efficiency of a milling and trimming operation. The cutting speed, feed (chip load), radial and axial depths of cut, and coolant all influence the mechanics of chip generation and tool loading and heating. Too high of speeds and feeds can overload and break tooling. Cutting tools, however, must be capable of operating at high enough cutting parameters to assure the necessary productivity of the machining operation to allow for the cost-effective use of CFRP components. High machining costs have historically been a factor limiting the broader application of CFRP materials.
Diamond as a Tool Material
As the hardest material known, diamond has always held an attraction as a cutting tool material, particularly in highly abrasive materials. Given in Table 1 are some of the extreme physical properties that make diamond a material of choice in many applications.
Table 1. Mechanical properties of diamond
| Indentation hardness (kg/mm2) | 6,000 to 10,000 |
| Compressive strength (GPa) | 110 |
| Modulus of elasticity (GPa) | 1050 |
| Thermal conductivity (W/m-°K) | 800 |
| Coefficient of friction | 0.05 to 0.1 |
These properties combine to provide a cutting tool that resists abrasive wear, does not deform or deflect under high cutting forces, produces low frictional heating and conducts away the heat generated by cutting. The challenge has been how to apply diamond materials to form an effective cutting edge. Prior to the advent of diamond synthesis technology in the mid 1950’s, only natural diamond rejected by the gem industry was available for industrial purposes. Today diamond materials are available in a variety of forms, each having its particular advantages and limitations in various industrial applications.
Since it is impossible to make a cutting tool of solid diamond, diamond tools are produced by affixing the diamond material to a cutting tool body, the diamond material forming the cutting edge. There are essentially three types of diamond tools used in the machining of CFRP materials: diamond grit held in a metallic matrix, sintered polycrystalline diamond (PCD), and diamond coatings produced by chemical vapor deposition (CVD). Tools comprised of diamond particles held in a metallic matrix remove material via a grinding action and thus offer low material removal rates compared to those with defined cutting edges.
PCD
PCD is produced by sintering together a mass of diamond particles at ultra-high pressure (~60 kbar) and high temperature (~1450°C) conditions commonly referred to in the industry as an HP/HT process. Typically, PCD is produced as a layer with 0.2 to 2 mm thickness metallurgically bonded to a tungsten carbide substrate. PCD relies on cobalt metal, either mixed into the diamond powder or diffused from the carbide substrate, as a solvent/catalyst to promote intergrowth of the diamond particles at the HP/HT conditions. The cobalt metal, upon sintering, forms pools, filling the void spaces between diamond crystals. This cobalt second phase is sometimes referred to as a binder; however, in the classic sense it does not function as a binder since the diamond particles are sintered together through a network of diamond-to-diamond bonds and the diamond structure remains intact after removal of the cobalt metal. Figure 2 contains SEM micrographs showing a typical PCD microstructure, the left photo showing the Co pools (light areas) between grains (dark areas) and the right showing a specimen leached in acid to remove the residual Co, illustrating the intergranular bonding of the diamond particles. While the cobalt metal does reduce the abrasion resistance and thermo-stability of the PCD compared to pure diamond, it greatly improves its impact toughness.
CVD diamond
Developed in the 1980s, CVD diamond is “grown” at low pressure by precipitating carbon atoms disassociated from a hydrocarbon gas onto a substrate in the form of fine diamond crystals, forming a continuous solid layer. This form of diamond can be produced either as a coating on a cutting tool in thicknesses ranging from 5 to 50 µm, or in the form of a sheet of about 0.5 mm thickness. CVD diamond is pure diamond, having no catalyst metal in its structure, and as such is extremely abrasion resistant, but has lower impact toughness than PCD. CVD diamond can be applied to any solid carbide tool; therefore, geometry possibilities are virtually limitless. However, CVD diamond coated tools have two primary limitations. First, the diamond layer is typically only around 10 µm thick. Once the coating is worn through or chipped, the carbide substrate is exposed, which wears rapidly in abrasive applications. Secondly, even if the substrate edges start out very sharp, the coating layer naturally rounds the cutting edges. In essence, it is as if the cutting edge has a slight dull condition even before the first cut. The thicker the layer deposited, the more rounded the cutting edge.
Advances in PCD technology
Traditional limitations of PCD
PCD is traditionally available as a flat wafer or disc with a carbide backing. Cutting tools are fabricated by cutting the PCD disc into segments and then brazing these segments onto a tool body. The segments are ground or eroded, forming the tool’s cutting edges. This technology has two drawbacks. First, tool geometries that can be produced are rather limited to what can be formed from a flat segment. PCD routing and trimming tools often have PCD segments that are skewed at a slight angle to the tool axis to approximate a low-angle helix. Secondly, the braze joint, attaching the segment to the tool is in close proximity to the cutting edges where the heat from cutting is generated, and thus the braze joint is prone to failure as its temperature approaches the braze melting point, greatly reducing the strength of the braze material.
PCD vein technology
To overcome these limitations and to take advantage of the unique properties of PCD, some manufacturers have focused on producing PCD tool blanks having strategically placed veins of PCD material. A blank of this type is formed by packing diamond powder into grooves formed in the carbide body, sintering the diamond under HP/HT conditions, and then brazing the veined PCD blank to a tool shank. The tool is finished by exposing the PCD veins to form the cutting edges of the tool.
Veins can be formed on the tool blank in a wide range of configurations to place the PCD material precisely where the desired cutting edge will be. Helical cutting edges or other complex geometries can be produced that are impossible to create with flat PCD segments, allowing the tool designer the freedom to create the most efficient cutting geometry for a particular application. PCD vein technology also addresses the issue of braze joint failure. While veined tools still have a braze joint, the joint is located further up the tool body, away from the cutting region. This reduces heating in the braze material, thus improving strength and reliability.
Lab Testing of Various Tool Technologies
A controlled lab test was performed to simulate the machining of window cutouts of a commercial aircraft fuselage structure. The actual application is completed in a two-step process using a roughing step to ramp down through the solid CFPR material then route through the material to cut out the desired geometry. A second finishing pass is then made to trim the cut-out to final size and required surface finish.
Test setup
The test was designed as a lab simulation of the finish trimming operation to evaluate the performance differences of typical commercially available end mills compared to the veined PCD helical end mill. For practicality the CFRP workpiece component was laid up as flat panels with a thickness of 0.40 in. (max fuselage thickness) and a total length of 36 in. The end mills tested were chosen from top performing “traditional” products in commercial use for CFRP machining including solid carbide, CVD diamond coated, and straight-flute PCD. Details of the test set-up and tool life results are outlined in Table 2 below.
Table 2. Description of test tools and machining parameters\
| Tool Type | ||||
| Ø 0.500 in. | Solid carbide | CVD diamond | PCD | Veined PCD |
| Flute angle | 30° helical | 10° helical | 7° skew | 30° helical |
| Spindle speed (rpm) | 3,000 | 4,600 | 12,000 | 18,000 |
| Chip load (in./tooth) | 0.0035 | 0.0035 | 0.001 | 0.0065 |
| Machine advance (ipm) | 42 | 64 | 36 | 470 |
| Radial depth (in.) | 0.050 | 0.050 | 0.050 | 0.050 |
It should be noted that all end mills were tested using parameters recommended by the respective tool manufacturers for CFRP finish trimming operations. A sample picture of the tools tested is represented in Figure 3. The failure criteria used to determine “end of life” of each end mill was insufficient surface finish quality through visual inspection. This criterion was established by the aircraft manufacturer.
Results
The results showed that traditional solid carbide end mills lack the abrasion resistance to maintain a sharp edge to produce acceptable surface finish after just the first pass. CVD diamond coated and PCD segmented end mills indeed show significant improvements over solid carbide tools. The veined PCD resulted in a breakthrough performance gain of 7-10 times over CVD diamond coated or segmented PCD end mills.
Visual inspection results of the machined edge of the CFRP panel shown in Figure 4 illustrate the issue of poor surface finish on the workpiece material after a relatively low number of passes by the more traditional tools. The solid carbide end mill showed a rapid loss of cutting edge sharpness due to lack of abrasion resistance after only 36 in. cut (Figure 5). Wear led to insufficient cutting of the fibers, leaving frayed edges along the top and bottom of the workpiece material. The CVD diamond coated end mill showed similar fraying of fibers even in the early stages of cutting due to the inherent dulling of the edge in the new condition from the CVD coating process itself. After 1000 in. of cutting, the thin and brittle coating developed micro-cracking and rapidly degraded into larger chips, causing failure of the cutting edge (Figure 6). The straight-flute PCD end mill showed relatively good edge sharpness and resilience; however, due to its straight-flute design, it showed high tool forces, resulting in pull-out of the composite resin, causing unacceptable porosity of the workpiece cross-section. It was also observed that this segmented PCD end mill showed scalloped wear scars after 1500 in. of cut corresponding to the directional layup of the composite layers (Figure 7). This is caused by the lack of effective shearing of fibers due to the limitations of the straight-flute cutting edges. The veined PCD end mill (Figure 8) showed a controlled wear mode, while maintaining effective cutting edges and acceptable workpiece surface finish over a length of 10,000 in. of cutting. Because there was no catastrophic breakdown of the cutting edges, this tool can be reconditioned for multiple uses.
Economic Study
The technology developed and used to fabricate veined PCD helical end mills results in a relatively high cost per tool as compared to the other technologies tested. As described herein, both the HP/HT sintering process to produce the PCD veins within the carbide cylinder and the method of exposing the PCD to form the cutting edges are both unique and highly technical processes. Obviously, it is important to compare the effect a tool has on the overall cost effectiveness of the machining operation when determining what tool to use. A cost model was generated to calculate the overall machining cost per component or unit length of CFRP machined.
The main components of the cost model are 1) machining parameters, 2) tool life, 3) machining center cost per hour, 4) cutting tool cost. The cost model is given in Table 3, using the data gathered in the machining test to calculate the overall operational cost of each tool used. In this example a total length of cut of 10,000 linear inches was used for the total length of cut (TLC) production requirement criteria.
With its short tool life, the solid carbide end mill, despite its low cost per tool, is not an economically viable solution due to lost productivity from tool changes required to achieve the TLC, resulting in a cost of nearly $32k to achieve TLC. The CVD diamond coated end mill is a significant improvement with its longer tool life and faster cutting speeds, but it still incurs a cost of $7k to achieve TLC. The straight-flute PCD tool, due to its geometry limitations and resulting limitation in cutting speed, and low productivity led to a relatively high machine time cost. This, coupled with a relatively high tool cost, results in over $8k to attain TLC. The veined PCD end mill offered the highest machining rates and was able to complete the 10,000-in. TLC with one tool, resulting in an operation cost of $2680. Though the most costly tooling solution on a per tool basis, the veined PCD tools resulted in the lowest operational cost when taking into consideration all costs involved. The cost advantage is more pronounced when considering the potential cost to repair CFRP components with delamination damage caused by worn cutting tools.
Table 3. Operation cost study
| Solid carbide | CVD diamond | PCD | Veined PCD | |
| Helical | Helical | Straight flute | Helical | |
| Spindle speed (rpm) | 3,000 | 4,600 | 12,000 | 8,000 |
| Chip load (in./tooth) | 0.0035 | 0.0035 | 0.001 | 0.0045 |
| Number of flutes | 4 | 4 | 3 | 4 |
| Machine advance (ipm) | 42 | 64 | 36 | 144 |
| Tool life (in.) | 100 | 300 | 1,500 | 10,000 |
| Machining center cost rate | $500/hour | |||
| Required machining | 10,000 linear in. | |||
| Cost per tool* | $50 | $250 | $650 | $1,800 |
| Hours required | 3.97 | 2.59 | 4.63 | 1.16 |
| Machining cost | $1,984 | $1,294 | $2,315 | $579 |
| Tools required | 100 | 33 | 7 | 1 |
| Tool setup costs** | $12,500 | $4,125 | $875 | $125 |
| Total tool cost | $5,000 | $8,250 | $4,550 | $1,800 |
| Total cost per 10,000 linear in. | $19,484 | $13,669 | $7,740 | $2,504 |
Surface finish quality and tool force criteria to be determined by end user and applied to cost/performance equation.
* Manufacturer’s list price
** Based on 15-minute setup time








Related Content

GWS Tool Group End Mill Provides Dynamic Milling
Eastec 2023: The Hurrimill AT4 all-terrain end mill features radial-end gashing, which enables drilling, steep ramping and aggressive helical entry.
Read More
Ceratizit's Updated Tooling Solutions Improve Machining Performance
The company has upgraded its EcoCut indexable inserts lineup, as well as introduced two new toolholding and workholding solutions.
Read More
Sandvik Cormant's End Mills Eliminate Machining Chatter
The company’s CoroMill Dura line of solid end mills has been extended with aluminum-specific tools.
Read More
Walter Ceramic Inserts Enable Efficient Turning, Milling
Suitable turning and milling applications of the WIS30 ceramic grade include roughing, semi-finishing and finishing, as well as interrupted cuts.
Read MoreRead Next

End Mill Comparisons in CFRP, Part 3 - Conventional PCD Tool
Video shows the performance of coated carbide, diamond-coated, PCD and veined PCD tools in carbon fiber reinforced plastic. Part three in a four-part series.
Read More
End Mill Comparisons in CFRP, Part 1 - Carbide Tool
Video shows the performance of coated carbide, diamond-coated, PCD and veined PCD tools in carbon fiber reinforced plastic. Part one in a four-part series.
Read More
End Mill Comparisons in CFRP, Part 2 - Diamond-Coated Tool
Video shows the performance of coated carbide, diamond-coated, PCD and veined PCD tools in carbon fiber reinforced plastic. Part two in a four-part series.
Read More