
Control Helps Museum Fill In The Gaps
Today, with Hollywood leading the way in the precise, high tech creation of real and imaginary forms, anything seems possible, such as bionic people, dinosaurs or extra-terrestrial beings. But the final machining of the prototypes, molds and net shapes of these forms is still being done the 'old-fashioned' way with lathes, mills, grinders and routers.
Share












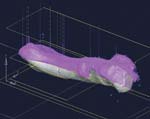
Purple lines on this 3D CAD scan of a dinosaur bone show the router path for roughing out the bone shape.

This mirror image of a dinosaur bone is machined in 1/8-inch increments on a five-axis router equipped with a Fagor control.
In the past, when the Field Museum of Natural History in Chicago was short a few bones, it would take what it had—perhaps a dinosaur's right humerus—and find somebody who would actually carve or sculpt a left humerus. The museum got its bone, but often the result was not as accurate as it could be.
Today, with Hollywood leading the way in the precise, high tech creation of real and imaginary forms, anything seems possible, such as bionic people, dinosaurs or extra-terrestrial beings. But the final machining of the prototypes, molds and net shapes of these forms is still being done the "old-fashioned" way with lathes, mills, grinders and routers.



So in 1997 when the Field Museum acquired Sue, a 67 million-year-old fossil and the world's largest, most complete and best preserved Tyrannosaurus Rex ever found, the museum looked to a rapid prototyping shop to fill in some missing bones. The bones ranged from tiny 4- or 5-inch forearm and toe bones to 5-foot long ribs and leg bones.
The Field Museum was referred to Satellite Models (Belmont, California) for help, and Kelly Hand answered the call. Satellite does sculpture enlargement, museum exhibits, architectural patterns and litigation models. Its technique is based on the use of a 3D CAD program that allows Mr. Hand to create mirror images (or resizing) of the scans. Satellite then uses a five-axis CNC router to cut the mirror image replica of Sue's bones. Tom Corlett Jr., owner of, Quintax Inc. (Canton, Ohio), supplied the CNC router to Satellite, and he chose a Fagor Automation (Elk Grove Village, Illinois) 8055B control to make the cutting process as accurate as possible.
Satellite Models uses a postprocessor program to convert the coordinates from Mr. Hand's scan to G code, and the Fagor 8055B control directs the five-axis CNC router to make the bones. Each bone needed to be machined in as many as four to six different directions to get in all its detail. Then the Field Museum made molds of the prototypes and cast the bones in a resin that is typically used for museum dinosaur bones.
"I can quickly go from the STL (file) to generating tool paths," Mr. Hand says. "Then I can scale it, mirror image it or do whatever my client wants. From this I generate a tool path for my five-axis Quintax with the Fagor control on it. I mill these models out of whatever material is appropriate—from lightweight urethane foam and EPS foam to some of the more rigid modeling boards that are out there."
Mr. Hand's file sizes typically range from 2 to 3 MB up to 20 MB of G-code files. He can handle these file sizes because the Fagor control has a 32-bit CPU with math co-processor and 1 MB of RAM. It's equipped with 4 MB of memory for programs and PLC but can take two memory cards up to 24 MB each. It also has a 2 GB hard disk with an ethernet option.
Why did Quintax (the manufacturer of Satellite Model's five-axis router) decide that Fagor controls could meet the needs of high tech prototyping shops? Mr. Corlett explains, "We found that the ‘upper end' controls really didn't offer all that much more in terms of capability compared to what Fagor has. I'd have to say that Fagor gave us a fairly powerful control at a reasonable price. But what's even more important, Fagor has been willing to listen to us. They've been very open in helping to develop the control along the lines that we would like to see it developed, and they've accommodated us on features for high speed machining. They've also developed certain features such as tool length sensing, probing and other proprietary features for our machines in addition to customizing the software."








Related Content

Tips for Designing CNC Programs That Help Operators
The way a G-code program is formatted directly affects the productivity of the CNC people who use them. Design CNC programs that make CNC setup people and operators’ jobs easier.
Read More
Continuous Improvement and New Functionality Are the Name of the Game
Mastercam 2025 incorporates big advancements and small — all based on customer feedback and the company’s commitment to keeping its signature product best in class.
Read More
From Tradition to Transformation: Century-Old Manual Machine Shop Adds CNCs
After 122 years of working with manual mills and lathes, this fifth-generation shop acquired assets of a local CNC machining business and hired the owner. Here’s how it’s going a year later.
Read More
6 Machine Shop Essentials to Stay Competitive
If you want to streamline production and be competitive in the industry, you will need far more than a standard three-axis CNC mill or two-axis CNC lathe and a few measuring tools.
Read MoreRead Next

Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More