Committed to Kaizen
This shop has made a strong commitment to kaizen, so much so that it devotes five percent of company time to continuous improvement activities. This has led to multiple ideas that have enabled the shop to become more efficient and effective.

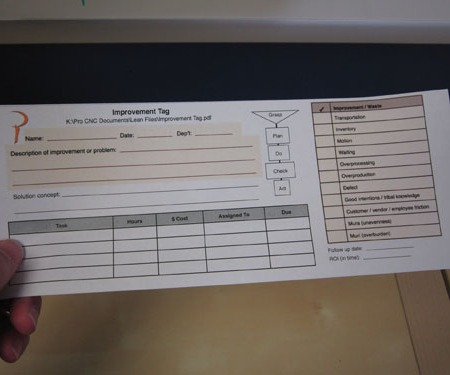
The key to successful kaizen continuous improvement efforts is a flexible approach. For instance, Pro CNC’s office team uses this formal template for documenting kaizen ideas.
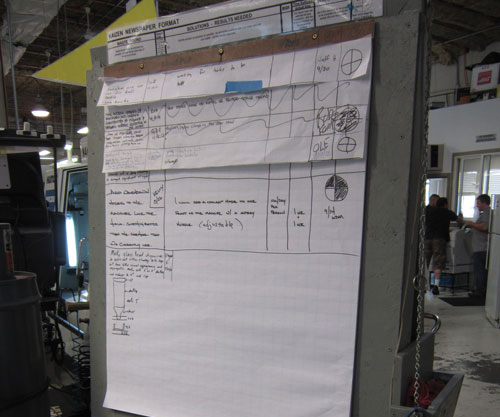
Shopfloor personnel use what they call a newspaper-type system to document kaizen ideas.
Share












Kaizen is the lean manufacturing concept of continuous improvement. Based on what I saw at Pro CNC in Bellingham, Washington, the key to kaizen’s successful implementation is making continuous improvement part of a shop’s culture, but not micromanaging its execution. As company president Paul Van Metre explains, it’s important to let individuals determine how best to carry out kaizen.
Some shops hold large kaizen events in which they spend a good deal of time considering significant changes. Pro CNC does from time to time. However, the shop focuses more intently on what might be considered smallish improvements each day, which keeps employees and managers constantly on the lookout for ways to become more efficient. In fact, Pro CNC dedicates 5 percent of company time (approximately 100 hours each month) to kaizen.



Mr. Van Metre says the biggest mistake shops make with such efforts is making kaizen too complicated, which can make it challenging to get all employees on board. Plus, a formal, across-the-board system can be not only unnecessary, but can be detrimental to kaizen success. Instead, kaizen implementation should be flexibile. In Pro CNC’s case, each company department (including office, production, prototyping and programming) approaches it differently. What works for one department might not work for another, because each has different responsibilities, needs and goals.
And while senior management needs to be completely behind kaizen, they can’t be the ones who continually drive continuous improvement efforts or push kaizen activities. All employees have to be given the freedom and time (not to mention budget) to generate ideas on their own. This helps lead to company-wide buy-in and enthusiasm for kaizen initiatives.
Kaizen Results Captured
Mr. Van Metre says his 70-person shop has likely implemented more than 1,000 improvement efforts based on kaizen suggestions. The photos below highlight some recent ideas that have improved efficiency at Pro CNC. Share these with your employees to spark ideas for ways your shop can become more effective.

To facilitate communication within its growing office, Pro CNC has removed nearly all walls and created mobile desks so employees can move them together during meetings. Because this is a very concentrated setting, the shop has implemented “muri” poles. In lean terms, muri represents a person’s level of burden. Office employees communicate their burden level using the plastic cups on top of each desk’s muri pole. The upper cup is either green or red, which indicates whether the person’s “office door” is open or closed. The lower cup represents the person’s level of burden (green if they have a comfortable workload, yellow if they’re quite busy and red if they’re completely swamped). In addition, the shop has a formal quiet hour twice each day when there’s no chatting unless it’s absolutely necessary.

The shop’s “bar-to-box” process calls for machinists to do much more than simply tend machines. All equipment needed to complete a job and package it is provided to them. Duties can include cutting bars (or rectangular stock) to length using small band saws in their work cells, machining parts, washing parts, performing any finishing or assembly operations, and then inspecting and packaging parts. Carts containing everything needed to do this are created beforehand and staged. These include fixtures, cutting tools, and the boxes, labels and bubble-wrap bags needed for packaging. This system greatly reduces setup time as well as the amount of batching and work-in-process.

Two repeat jobs commonly flow across the two machines in one cell. To reduce setup time, Pro CNC stocked this work bench with the tooling, fixtures and even bolts to mask threads during subsequent bead-blasting operations. Also, the shop creates extra partially machined workpieces at the end of each run so one machine doesn’t sit idle waiting for the other to complete initial operations when the job returns.

Rachel Peterson is particularly active in the production area’s kaizen efforts. For example, she was involved in a recent redesign of the shop’s fastener storage area, which uses a kanban system to maintain an adequate supply of screws, bolts and so on. Each bin includes fasteners of a specific size as well as a resealable bag with a kanban card and extra fasteners. Employees know to order fasteners whenever they first must take some from the bag. At the end of each day, a person collects cards and orders the needed fasteners. Note that each bin has a sample fastener attached to it for quicker bin identification.

Like many shops, Pro CNC uses dovetail workholding for some of its milling work, which requires machining the dovetail profile into workpiece blanks. Oftentimes, shops will saw a batch of blanks to length and then mill the dovetail on a CNC machine. Pro CNC has developed an interesting one-piece-flow method as an alternative to that conventional approach. A conveyor feeds material to a cutoff saw. Once a worker cuts a blank to size, he or she uses a built-in, foot-operated router to machine the dovetail. That way, the shop doesn’t tie up a costly CNC machine for such a basic operation. This solution also minimizes the potential for scrap or rework that can occur if a large number of blanks are cut to the wrong length before being sent for dovetail machining.

Shopfloor workers in Pro CNC’s lathe department developed this system to enable easier collet identification and safer storage compared to the basic racks that were previously used. Although it took a bit of time to create this new system, workers estimate that organizing collets in such a way saves them 30 minutes per setup.

Operators previously used five-gallon buckets to add coolant to machines. The wasted time and motion spurred a few of them to develop this automated feed-tank system. The system uses a simple sprinkler valve, automatic shut-off float and control to automatically fill its tank with the right concentration of coolant. Operators can then wheel the tank to a machine and add many gallons of coolant to it in a matter of seconds.
.jpg;maxWidth=600)
Machinists in Pro CNC’s prototype department previously had to walk to the shipping area to get needed packaging materials, such as boxes, tape and bubble-wrap bags. Today, they use this mobile storage unit. Each week, an employee wheels the unit to the shipping department to replenish it. Because packaging has been pushed to the prototype and production areas, the shipping area is much smaller than most operations, too. It takes one person only 1.5 hours at the end of each day to ship jobs because all packaging has been completed on the floor.
.jpg;maxWidth=600)
The prototype department also has a label printing station that includes a camera to document setups. It takes just a few minutes for a machinist to go to one of the many computer stations throughout the shop and add a photo to a job’s electronic setup page.















Related Content

Finding Skilled Labor Through Partnerships and Benefits
To combat the skilled labor shortage, this Top Shops honoree turned to partnerships and unique benefits to attract talented workers.
Read More
Workholding Fixtures Save Over 4,500 Hours of Labor Annually
All World Machinery Supply designs each fixture to minimize the number of operations, resulting in reduced handling and idle spindle time.
Read More
Addressing the Manufacturing Labor Shortage Needs to Start Here
Student-run businesses focused on technical training for the trades are taking root across the U.S. Can we — should we — leverage their regional successes into a nationwide platform?
Read More
In Moldmaking, Mantle Process Addresses Lead Time and Talent Pool
A new process delivered through what looks like a standard machining center promises to streamline machining of injection mold cores and cavities and even answer the declining availability of toolmakers.
Read MoreRead Next

Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More