
CAM Software, New Employees Help Job Shop Ramp up on Small Budget
By optimizing and standardizing its CAM programming and investing in employees rather than new equipment, Wieber Machine has grown into a successful company, despite small start-up funds.

Streamlined operations at Wieber Machine include a custom post provided by Mastercam reseller Shopware, multiple workholding solutions for making several parts in one cycle and setup sheets that eliminate machine operator questions.

Wieber Machine’s complex 3D parts are programmed for CNC machining using Mastercam Level 3 CAM software.
Programming offline in Mastercam enables Wieber to get more parts on the machine faster and keep pace with programs needed for long two-shift operating hours.
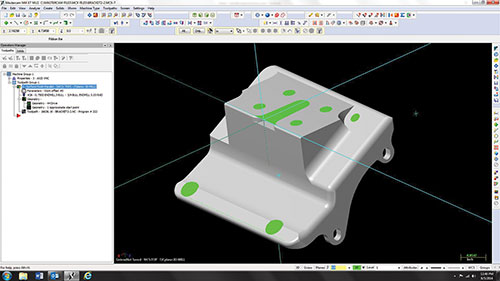
Programming in solids enables Wieber to quickly visualize parts, and Mastercam work coordinate system (WCS) makes switching between numerous workplaces as simple as clicking a mouse.
Share





















Not all successful machine shops start with a lot of cash. Wieber Machine of Green Bay, Wisconsin, has first-hand experience with this. From its humble beginning, the shop correctly used its available resources—both equipment and personnel—to grow. It also optimized and standardized its CAM process, using software from Mastercam/CNC Software Inc. (Tolland, Connecticut) to take on increasing amounts of complex, custom work.
In 2011, after working many years in the machining business, Dennis Wieber decided he wanted to start his own shop. He wasn’t able to get much financing, so he cashed in his retirement and borrowed small sums from family members to purchase only the equipment that was necessary to launch his business.



He started simple. Local suppliers of equipment, software and consumables were very flexible, allowing him to purchase exactly what was needed to do quality work at any given stage of development. This enabled Mr. Wieber to grow his manufacturing capabilities in small increments.
His first CNC was a vertical three-axis machine that he programmed with Mastercam Mill Level 1 software. Soon, there was enough 2D and 2.5D machining work coming in that he felt comfortable purchasing a CNC lathe and upgrading to Mastercam Mill Level 3 so he could do three-axis work on the mill. Subsequently, he purchased a seat of Mastercam Design to review models for quoting and designing workholding solutions for complicated parts. During the shop’s first year, Mr. Wieber kept costs down by doing all of the work himself.
As business grew, Mr. Wieber realized it wasn’t financially viable for him to buy more equipment to provide the short lead times needed for incremental increases in work. Instead, he opted to make his equipment work longer hours through the week and sometimes on the weekend. To do this, Mr. Wieber relied on two things: tapping into extra manpower by hiring more employees, and standardizing the company’s CAM processes.
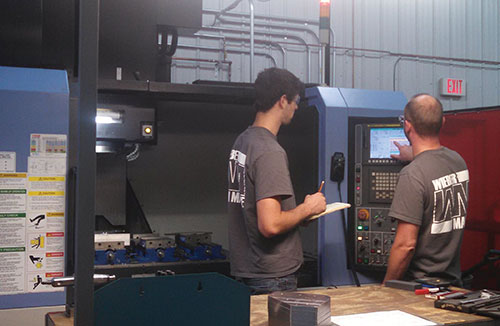
Mr. Wieber has grown his staff by balancing between part-time and full-time employees. And he has been able to cherry-pick new employees from Northeast Wisconsin Technical College, where he used to teach.
A benefit to hiring from his local community college is that the program teaches Mastercam. “Obviously,” Mr. Wieber says, “when we hire a student right out of school and he starts programming for us, we’ll have to tweak his work and show him how we do things here. But he’ll already know how to draw and do the basics in Mastercam.”
Rather than purchase new equipment, Mr. Wieber hires new employees to spread the shifts out and get as many hours out of the machines as possible. For instance, normal office hours run from 8 a.m. to 4 p.m., but Mr. Wieber sometimes gets to the shop as early as 2 or 3 a.m. If the first employees come in around 6 a.m. and a second shift comes in at 4 p.m., the machines run as many as 20 hours straight. According to Mr. Wieber, his shop with two CNCs is generating as much revenue as shops with three or more CNCs.
To push as much work as possible through a limited number of machines, Mr. Wieber also has been meticulous about optimizing and standardizing his CAM process. He didn’t really have to think about this when he was doing all the programming and machining himself, but as more qualified workers have been added to the mix, it has become vital to have systems in place that ensure the manufacturing processes are clearly communicated and consistently executed—no matter who is doing the work.
The company also does offline programming to improve productivity. The two primary programmers work overlapping shifts, and Mr. Wieber does some of the Mastercam programming so everyone is on the same page, he says.
Wieber’s Mastercam reseller, ShopWare Inc., made two significant contributions to communications and workflow. The first involved customizing the standard postprocessor to ensure that all the code at the machine is presented cleanly in the preferred order, so the G and M codes are easy to read, understand and edit at the machine if necessary. This makes it possible to make simple modifications to the program at the machine and keep work flowing.
“Once we started programming offline, we needed a way for the programmer to communicate his intentions to the operator,” Mr. Wieber says. “Initially, we were just doing a screenshot and writing notes on it. ShopWare gave us samples of a half dozen different setup sheets, and we told them what we liked or didn’t about each. They combined them to give us a custom sheet that could be quickly generated from within Mastercam. So now the operators have visuals along with very concise instructions and a tool list—everything they need to know to set up and run a part.”
Wieber’s lead programmer contributed to the standardization of manufacturing processes by taking the time to set up tool libraries that match materials and the tools used to cut them with optimal feeds and speeds. The libraries are a big time saver because they eliminate the need to calculate feed rates and RPMs every time a different tool is introduced within a program. Because they significantly reduce programming time, the company is dutiful about keeping libraries updated. Using the right cutting tool for the job is also an important consideration. Although Mr. Wieber is cost-conscious, he invests in high quality tools because, he says, they pay for themselves many times over in terms of reduced machine cycles.
Mr. Wieber and his machinist have also spent a considerable amount of time and effort standardizing workholding alternatives. In addition to the standard machinists’ vise, Wieber has devised a number of customizable workholding solutions that reduce the time required to set up different shapes and sizes of parts on the machine. At any given time, several parts can be seen mounted on the machine’s table so that multiple parts can be produced in a single cycle, while the programmer works ahead to program for the next round of setups.
Maximizing employee and equipment resources has worked well for Wieber Machine because the company doesn’t do a lot of long production runs. For instance, having a lot of short-run work makes it possible to interrupt the queue to complete a rush job for a customer in need. Mr. Wieber does this often, and he does not impose an upcharge on his customer when this type of service is required. He credits this sort of flexibility with the significant growth in the work the company receives from existing customers.
Interestingly enough, Wieber’s programmers and operators don’t care much for production machining anyway. They think it is boring. “The guys love the complex work we do. I know there is money to be made in long runs, the production stuff, but oh boy, if we run more than ten parts in a row, the guys start grumbling about changing parts. That is our niche—the custom work,” Mr. Wieber says.
Along those lines, Wieber Machine is about to acquire its next CNC, a three-axis mill with a rotary table. This system will eliminate one or more operations, enabling the staff to do even more complex work and get the parts on and off the machine even faster.
















Related Content

Finding Skilled Labor Through Partnerships and Benefits
To combat the skilled labor shortage, this Top Shops honoree turned to partnerships and unique benefits to attract talented workers.
Read More
Inside Machineosaurus: Unique Job Shop with Dinosaur-Named CNC Machines, Four-Day Workweek & High-Precision Machining
Take a tour of Machineosaurus, a Massachusetts machine shop where every CNC machine is named after a dinosaur!
Read More
Can Connecting ERP to Machine Tool Monitoring Address the Workforce Challenge?
It can if RFID tags are added. Here is how this startup sees a local Internet of Things aiding CNC machine shops.
Read More
Solve Worker Shortages With ACE Workforce Development
The America’s Cutting Edge (ACE) program is addressing the current shortage in trained and available workers by offering no-cost online and in-person training opportunities in CNC machining and metrology.
Read MoreRead Next

5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More