
CAM Shortcuts Simplify Lights-Out Burns
A CAM system with an intuitive user interface, adaptable postprocessors and time-saving shortcuts help this manufacturer maximize unattended EDM burn time.

Jay Crumb, CNC programmer at Astro, typically runs two EDM machines during his shift and prepares the other five machines for overnight, unattended burns. The EDM department includes five machines from GF AgieCharmilles, one from Makino and one from Fanuc.

These lock washers for nuclear reactors require especially tight tolerances, Mr. Crumb says. He notes that Esprit facilitates the production of as many as 100 of these parts in a single, six-hour, unattended cycle on one EDM machine.
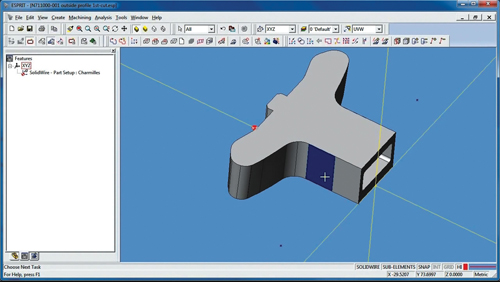
Esprit’s compatibility with virtually any CAD format enables programming directly from customer solid models, such as this jet engine mount, Mr. Crumb says.
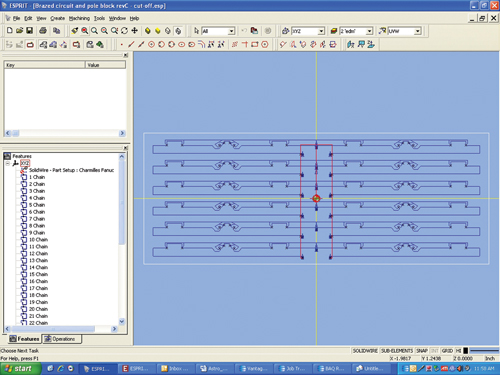
This screenshot depicts 12 small parts arrayed for machining in a single cycle. The red line is the cutoff pass, which will occur only after roughing and finishing. Mr. Crumb says the ability to rough and finish multiple parts in a single setup before cutting off saves hours of programming time.
Share












Autodesk, Inc.
Featured Content
View More
Takumi USA
Featured Content
View More







ECi Software Solutions, Inc.
Featured Content
View More












Related Content

Wall Colmonoy Acquires New Wire EDM From Sodick
The company will use the new wire EDM machine to increase capacity, improve cycle times, achieve tighter tolerances and improve surface finishes.
Read More
New Look, New Feel, New Robots at System 3R
Are AMRs the next big trend in job shop automation? System 3R’s IMTS booth will emphasize both its specialty EDM tooling and its automation products, including an autonomous moving robot.
Read More
MC Machinery Displays EDM, Precision Milling, 3D Printing
IMTS 2024: MC Machinery Systems showcases an array of EDM and precision milling tools, as well as a wire laser metal 3D printer.
Read More
Dielectric Oil Dramatically Reduces EDM Maintenance
Plagued by repeated small fires that interrupted its wire EDM throughput, this cutting tool manufacturer changed its dielectric oil and both eliminated fires and reduced its oil consumption.
Read MoreRead Next

Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More