
CAD/CAM Software Eliminates Trial- And Error- Manufacturing
This manufacturer has a history of manufacturing parts primarily for the automotive industry that dates back to the 1930s.
Share




Takumi USA
Featured Content
View More














Autodesk, Inc.
Featured Content
View More

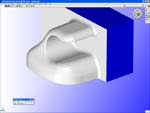
This screenshot illustrates a sun visor clip displayed in Cut Part Rendering. This is the completed side of the electrode that is then turned 180 degrees to machine the opposite side.

This plastic-injection mold with Trillium copper electrodes produces four sun visor clips per shot. The electrodes were programmed in GibbsCAM and machined with a ballnose end mill on a Fadal 30/16 VMC at 10,000 rpm, feeding at 60 ipm.
Piolax (Canton, Georgia) has a history of manufacturing parts primarily for the automotive industry that dates back to the 1930s. In keeping with its philosophy, the Japan-based company set up a production division in the southeastern part of the United States in the 1980s, when a key automotive customer moved a portion of its production centers to that area. The plant completed its third expansion in 2001, increasing the facility by 30,000 square feet. Today, this division employs more than 188 people, in addition to 150 temporary employees.
Six years ago, the company was looking to update and streamline its Georgia operations to stay competitive. At that time, the company out sourced 90 percent of its tooling, and it wanted to do more in-house tooling to save time and money. The company purchased a Charmilles 330F wire and a Charmilles RoboForm 50 die sinker EDM machine from Charmilles Technologies Corp. (Lincolnshire, Illinois) and a Fadal CNC milling machine from Fadal (Chatsworth, California). It was imperative to hire someone with Charmilles wire EDM experience, so Piolax hired Jack Godfrey, who had worked in tool and die and moldmaking businesses since 1979.



The next step was optimizing the CNC machines, because the company found manually programming the new machines with G code to be slow and error-prone. Mr. Godfrey had worked with CAM packages in the past and recommended purchasing software, which would initially be used to program the CNC mill to build electrodes. After meeting with perspective CAM vendors, Mr. Godfrey chose GibbsCAM from Gibbs and Associates (Moorpark, California). “The Fadal milling machine has a 32MP controller that includes Gibbs shopfloor programming (SFP) software, which is already loaded on it. It makes sense to stay with the same software that was already out in the shop,” explains Mr. Godfrey.
Piolax produces about 2.5 million plastic parts per day, keeping 68 plastic injection molding machines running day and night. The toolroom maintains as many as 850 molds, and all of the work is managed in-house, so there is a constant need for maintenance and repairs. Most of the work the toolroom does for Piolax involves core and cavity, so a range of 3D shapes must be managed. Typically, the plastic parts are designed as a solid model in CATIA, I-deas, Unigraphics, Pro/Engineer or AutoCAD and then imported into GibbsCAM.
For Piolax, optimizing production includes efficiently managing a number of molds. Using GibbsCAM's library of standard processes allows previous tooling work to be captured and reused without having to start over from scratch. “If I made 20 different products, but machined all of them the same way (except for minor differences), I could save the process in the first program,” Mr. Godfrey says. “When I proceed with programming the second one, I access the dropdown menu and select the process. The tools are set up, and speeds, feeds and materials are all saved.”
For most plastic fasteners, a multi-cavity injection mold is designed and built. The electrodes used to create the cavities in the mold are designed as a solid model and then the 3D shapes are machined. The electrodes are then mounted on the Charmilles Roboform 50 die sinker, which burns the shape into the metal. The complexity of the 3D shapes often makes machining difficult and time consuming, but technology helps address these problems. “Many of our electrodes are a combination of 2D and 3D cuts, and GibbsCAM's profiler feature saves us a tremendous amount of time,” says Mr. Godfrey. “The profiler automatically extracts the geometry for you by laying it at any Z depth on the solid model that the user desires. The profiler lets us clear everything out of the way with a 2D cut, then return with a ballnose end mill and machine the 3D solid model surfaces,” Mr. Godfrey explains.
Another way Piolax maximizes production is by virtually eliminating what Mr. Godfrey refers to as “old school” manufacturing. According to Mr. Godfrey, this often wastes time and money. For example, part programs have to be edited after being sent to the shop floor. With the tools now available, much of the “trial and error” can be done in virtual reality—right on the computer screen. “With GibbsCAM, the user defines the plan of attack in the software before sending it to the shop floor,” says Mr. Godfrey. In the Cut Part Rendering mode, the software offers a preview, so the user can make changes prior to sending it to the machine. “The software also has its own database for speeds and feeds. Because we have SFP on the Fadal controller, I can program the next job at the machine while it's running,” comments Mr. Godfrey.
“In retrospect, it was the right decision to go with GibbsCAM, especially because it has helped our toolroom grow,” concludes Mr. Godfrey. The company is converting its wire EDM programming to GibbsCAM and uses the GibbsCAM lathe package to program its TL1 CNC lathe from Haas Automation, Inc. (Oxnard, California).












Read Next

Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More