
Burnishing Face Mill Eliminates Manual Lapping, Polishing
Why task employees to polish large, flat metal surfaces? Try a machine tool with a diamond burnishing face mill instead.

Share













This diamond-tip burnishing tool installs in a machine tool and achieves surface finishes down to 0.01 HRa, depending on the material.
In some cases, hand polishing or lapping is required to remove cutter witness marks and improve the finish of large, flat, machined surfaces. Results depend on people’s skill levels, and such tasks can prevent them from performing other, more value-adding duties. The Diamond Burnish Face Mill tool from Cogsdill installs in the spindle of a CNC machining center to enable it to perform a burnishing operation after machining. The tool can achieve surface finishes down to 0.01 HRa, depending on the material.
Diamond inserts cold-flow material peaks into valleys in one pass, producing mirror-like finishes.

Each tool has multiple nibs with diamond tips that perform the burnishing. (Photo: Cogsdill)
These rotating tools use multiple, spring-loaded nibs with diamond tips that cold-flow material peaks into valleys in one pass, leaving mirror-like finishes on the surfaces of most metals. These tools feature through-coolant delivery and can be used with any type of coolant, such as straight oils, soluble oils and synthetics. In operation, the nibs are brought into contact with the workpiece perpendicular to the surface being finished. The tool is then fed down into the workpiece an additional 0.002 to 0.003 inch to enable the diamond tip in each nib to disengage from stops and contact the material surface. The rotating tool then traverses the top of the part and completes the burnishing operation in one pass (multiple passes are required when the part surface is wider than the tool). The tool can also be used for interrupted-cut applications, such as the face of a flange with a keyway or multiple bolt holes. Spare diamond inserts are said to be easily replaced and available from stock. According to the company, achieving a uniform burnished finish requires a part surface flatness deviation of no more than 0.002 inch to keep the nibs preset spring load consistent.

The tools are offered in various, standard face mill arbor sizes. (Photo: Cogsdill)
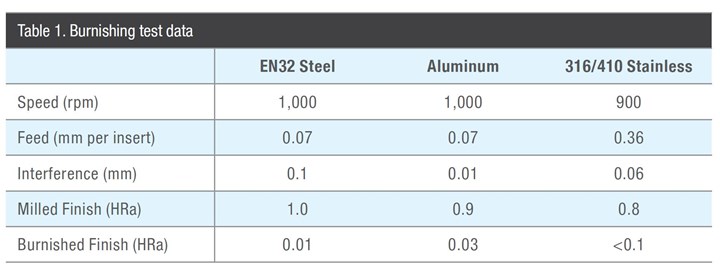
Tools are available in diameters of 63, 80, 100 and 125 mm, and their number of nibs are 5, 7, 9 and 11, respectively. The tools are offered in standard face mill arbor sizes. Table 1 below shows results from tests Cogsdill has performed burnishing EN32 case-hardened steel, aluminum and 316 and 410 stainless steel.
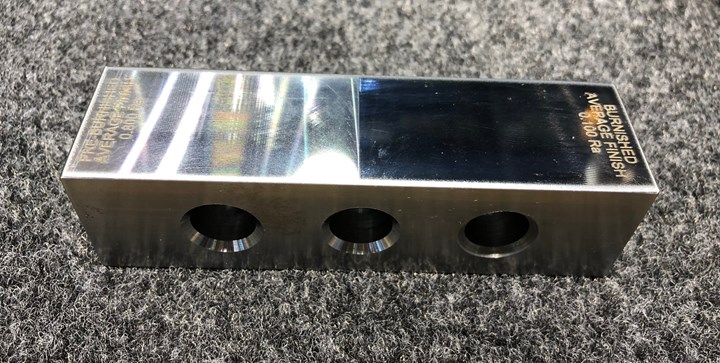
CNC machining leaves behind witness marks that might be undesirable depending on the application. On-machine burnishing eliminates manual polishing or lapping.
Related Content
-
How to Mitigate Chatter to Boost Machining Rates
There are usually better solutions to chatter than just reducing the feed rate. Through vibration analysis, the chatter problem can be solved, enabling much higher metal removal rates, better quality and longer tool life.
-
Tungaloy Drills, Milling Inserts Provide Enhanced Stability
Tungaloy has expanded its DrillForceMeister and TecMill lines with new drill bodies and milling inserts.
-
OSG End Mills Provide High-Efficiency Milling
The company has expanded its range of end mills with two offerings for high-speed milling.








